Оборудование для контактной сварки своими руками
Содержание:
- Достоинства и недостатки
- Виды оборудования
- Преимущества и недостатки
- Порядок работы
- Лучшие модели
- Как подобрать электроды
- Оборудование из микроволновки своими руками
- Расходные материалы
- Режим работы
- Сварочный аппарат из аккумуляторных батарей
- Сферы применения контактной сварки
- Изготовление устройства
- Процесс сварки
- Как же сделать аппарат?
- Принцип работы
- Микросварка: нюансы создания и использования
Достоинства и недостатки
Точечная сварка, как и любая другая технология, обладает своими преимуществами и недостатками. Предлагаем ознакомиться с ними подробнее.
О хорошем
Первое неоспоримое достоинство технологии точечной сварки — это скорость формирования шва. Простейшая стационарная машина сварочная одноточечная способна сформировать несколько сотен сварных точек за одну минуту. Ни один человек не способен так быстро сваривать детали, как аппарат для точечной сварки. Соединение формируется быстро и качественно, даже если толщина металла достигает 20 мм. Это преимущество давно оценили автоконцерны. Так что этот тип сварки широко применяется при автомобильном производстве и ремонте.
Еще одно преимущество — дешевизна сварочного процесса. Да, промышленный (и даже профессиональный) аппарат стоит недешево. Но для его работы достаточно стабильного подключения к электричеству и пары специальных металлических электродов, которые не нуждаются в частой замене. К тому же, контактная сварка не требует от мастера высокой квалификации. Не нужно поджигать дугу, вести шов и следить за расходом комплектующих.
Из-за этой особенности точечная сварка широко применяется в конвейерном производстве. Там она более чем эффективна и позволяет выполнять сварку с минимальными финансовыми затратами. При этом аппарат для точечной сварки не потребляет много электроэнергии, поскольку сама сварка выполняется очень быстро.
Еще один плюс — универсальность и простота технологии. Оборудование для контактной сварки способно варить любой металл (в том числе цветной) толщиной до 2 сантиметров, без потери качества. Все, что необходимо для качественного результата — это правильно настроить аппарат.
О плохом
Теперь о недостатках. А они тоже есть, и могут быть вполне существенными.
Точечная сварка хоть и производительна, но ее мощностей может быть недостаточно для сварки толстых металлов. Большинство аппаратов могут справиться с деталями толщиной до 20 мм, но не более. При сварке более толстых деталей сварная точка получается недостаточно качественной и ее можно легко разрушить.
В некоторых случаях станок точечной сварки может занимать слишком много места. Но в основном это касается промышленных моделей, та же машина контактной сварки МТ модели 1928, которую мы уже упоминали. Но этот недостаток справедлив только по отношению к стационарным аппаратам. Бытовые модели компактны.
Также учтите, что соединения, получаемые точечным способом, не самые эстетичные. Они не вряд ли вы когда-нибудь видели художественную сварку, выполненную точечным методом. Эту технологию применяют для деталей, которые будут скрыты от глаза. Те же кузова авто. Зато точечная технология хороша при сварке временных швов.
Последний минус — это потенциальная опасность для сварщика. Многие, наблюдая за точечной сваркой, думают, что эта технология безопаснее, чем ручная дуговая или сварка в среде газов. Но это не так. В процессе работы сварщик имеет дело с большими значениями сварочного тока, и это может быть опасно для здоровья и жизни. Неопытный мастер может легко придавить пальцы точечным аппаратом, получить ожог или потерять зрение. Поэтому не пренебрегайте защитной экипировкой и соблюдайте технику безопасности, чтобы избежать фатальных последствий.
Виды оборудования
По мощности оборудование делится на бытовое, работающее от сети 220 В с рабочим током от 3000 А, и промышленное, выдающее более 10000 А. Контактный сварочный аппарат по своей размерам и мощности может быть:
- стационарный;
- ручной;
- передвижной;
- подвесной;
- настольный;
- универсальный;
- промышленный специальный.
Каждый тип моделей может работать по различным технологиям, в зависимости от устройства.
Аппарат
Для соединения деталей используют роликовые электроды. Они скользят с двух сторон от свариваемых листовдуга
Контактная сварка роликами позволяет создавать непрерывное прочное соединение 2 тонких деталей. Шов может иметь любую конфигурацию.
Чтобы соединить тонкий лист и толстую деталь, используют один роликовый медный электрод со стороны заготовки меньшей толщины.
Аппараты контактной непрерывной обработки устанавливают на массовое производство однотипных изделий. Они оправдывают затраты на их приобретение на конвейерах.
Разновидностью контактной технологии неразъемного соединения является точечная сварка. Для нее используют специальные электроды, разные по конфигурации в зависимости от конфигурации соединения. Расположение электродов аналогично роликам, с 1 или 2 сторон. Через них поступает на металл электрический ток, разогревая свариваемую точку. Одновременно происходит сжатие.
Многоточечная машина
Точечная сварка происходит со скоростью до 600 контактов в минуту
Настройка всех рабочих электродов производится с одного пульта. Заготовки подаются автоматически. Сварщикам на автоматизированных машинах точечной прессовой сварки остается только следить за процессом и периодически корректировать настройки.
Работа на переменном токе
Электрическая схема аппарата соединения переменным током наиболее простая. Она собрана из силового трансформатора и тиристоров. Электросхема, состоит из нескольких первичных обмоток. Она позволяет использовать как регулятор сварки переключение с одной обмотки на другую, изменяя коэффициент трансформации.
Если необходима прихватка для стыкового соединения контактной сваркой, инвертор работает в ручном режиме. Реле времени не управляет током. Он поступает в точку соединения, когда рука сварщика нажимает кнопку на аппарате или нога специальную педаль на полу. Накопленный на конденсаторе ток поступает через понижающий трансформатор на электроды.
Оборудование на конденсаторах
На блоке конденсаторов накапливается электрический заряд и в момент сварки подается через электроды на свариваемые детали в виде сильного разряда. Используется конденсаторная технология в основном в промышленных машинах контактной сварки, на которых устанавливается мощное оборудование по накоплению энергии между разрядами за доли секунды.
По типу образования шва конденсаторная сварка делится на виды:
- точечная;
- стыковая;
- шовная.
Точечной сваркой соединяются тонкие листовые детали с более толстыми или такими же
При стыковом соединении листы состыковываются плотно, без зазора. В точке сварки происходит быстрый нагрев до расплавления кромок и их соединение.
В шовной контактной сварке в отличие от других видов, вместо электродов применяют токопроводящие ролики. Они перемещаются вдоль линии соединения с 2 сторон соединяемых листов. Через равный промежуток времени между ними возникает дуга. Она прогревает оба листа и соединяет их посредством давления.
Конденсаторная сварка позволяет экономно расходовать электроэнергию и работать от источников питания с низким напряжением.
Недостаток технологии в оборудовании со сложными электрическими схемами, большим количеством конденсаторов и других деталей. Варить можно только тонкие листы толщиной до 2 мм.
Преимущества и недостатки
Одним из главных достоинств контактной сварки является ее быстродействие. К примеру, скорость контактного соединения шовным способом деталей из стали толщиной 0.5 мм может достигать 1.5 м/мин, что недостижимо ни для одной из сварочных технологий. К другим преимуществам контактной сварки обычно относят:
- стабильность параметров и качество соединения;
- небольшое энергопотребление;
- медленный износ электродов;
- отсутствие расхода присадочных и вспомогательных материалов;
- низкие требования к квалификации персонала;
- нет выделений вредных и опасных для здоровья веществ;
- чистота сваренной поверхности (шов находится внутри металла).
Контактная технология лучше любых других подходит для автоматизации и использования в оборудовании для серийного производства. Большинство роботов на конвейерах кузовных цехов автопрома — это программируемые автоматические устройства контактной сварки. А сварка трубных стыков всех магистральных газо- и нефтепроводов высокого давления производится контактным стыковым способом с использованием специальных автоматизированных комплексов.
При сжатии между плоскостями деталей не должно быть даже минимального зазора, иначе возможен боковой выплеск расплавленного металла из внутренней зоны сварки. Помимо этого такие сварочные аппараты в силу особенностей своей конструкции не приспособлены к работе в ограниченном пространстве. Мобильная рабочая часть контактного оборудования имеет значительный вес, а при отсутствии механизированного привода сжатие требует от сварщика приложения значительных физических усилий.
Порядок работы
Ниже представлена инструкция, как сделать точечную сварку, используя ненужную в хозяйстве микроволновку:
Разобрать старую СВЧ-печку. Вытащить трансформаторное устройство на 800 А. Заняться разбором блока питания компьютера. Вам потребуется лишь стальной корпус и разъём питания 220 вольт. В дальнейшем он будет использоваться для размещения «начинки» сварочного агрегата.
Обратите внимание!
- Электросамокат своими руками — мастер-класс с пошаговыми инструкциями работы своими руками. Советы и простые схемы для начинающих + лучшие фото-обзоры
- Кресло-качалка своими руками: ТОП-120 фото лучших вариантов изготовления. Мастер-класс по созданию кресла-качалки в домашних условиях
- Коптильня из газового баллона — лучший мастер-класс по изготовлению самодельной коптильни с пошаговыми фото-схемами для начинающих
Поместить внутрь корпуса трансформатор, плату таймера и переходник питания. Примерить и отметить места отверстий – потом их надо будет проделать при помощи дрели.
Удалить вторичную обмотку трансформатора, заменив силовым кабелем. При этом демонтировать трансформаторные пластины не потребуется. Достаточно срезать обмотку вначале с одного края, затем с другого, используя стамеску и молоток. После этого останется убрать остатки проволоки сверлом.
Сделать новые обмотки из силового кабеля. Поставить модифицированный трансформатор в корпус. В области нахождения решётки просверлить 2 отверстия. Продеть через них выводы катушки. Проделать ещё отверстия, теперь в днище корпуса, для установки транса.
Подсоединить к передней панели механизм таймера. Продеть светодиод, выпаянный из платы и удлинённый проводами, в сделанное ранее отверстие.
Стальными уголками прикрепить рейку из дерева к корпусу сварочного аппарата.
Обратите внимание!
-
Компрессор своими руками: ТОП-130 фото-обзоров готовых компрессоров. Пошаговая инструкция + схемы и чертежи
-
Ветрогенератор своими руками: ТОП-170 фото-обзоров готовых приборов. Подробная инструкция по самостоятельному изготовлению для начинающих
-
Теннисный стол своими руками: ТОП-150 фото лучших идей изготовления. Мастер-класс по созданию теннисного стола в домашних условиях
Достать с клеммной колодки клеммники, надеть их на контакты кабеля, которые требуется перед этим зачистить, и прикрутить на шурупы к рейке. Оснастить рейку кнопкой пуска, предварительно проделав под неё отверстие.
Медную проволоку использовать для создания электродов. Не забыть обточить концы. Закрепить сделанные из меди электроды в клеммниках.
Дополнить конструкцию пружиной для возврата контактов устройства на первоначальную позицию. С данной целью требуется прикрутить к верху корпуса ещё одну рейку из дерева. Вот и всё. Работа над созданием самодельного агрегата точечной сварки завершена.
Получившийся инструмент имеет довольно высокую мощность. Поэтому, дабы избежать прожигания отверстий в тонких металлических листах, рекомендуется устанавливать меньшие временные параметры на таймере. Кроме того, компактные размеры такой сварки позволяют разместить её даже в малогабаритной студии.
Лучшие модели
По мнению многих людей, тесно работающих со сварочным оборудованием, следует отметить следующие модели.
| Название | Описание | Стоимость | Достоинства | Недостатки |
| Калибр СВА-1,5 АК | Лучший вариант цена/мощность, но не для «гаражного использования» | 13890 руб. | Процесс сварки проходит аккуратно
Не требуется механообработка Мощная возвратная пружина |
Верхняя консоль перегревается
Тяжелый Сильно нагружает сеть напряжением 220В |
| FoxWeld KTP-8 3098 | Пользуется спросом при работе с крупными металлическими конструкциями | 15560 руб. | Большая рукоятка для транспортировки
Малогабаритный Повышенная мощность тока при сварке |
Люфтит
Нагружает сеть Тяжелый Нерегулируемая мощность |
| Споттер FUBAG TS 2600 38 666 | Подходит для ремонта кузова автомобиля | 32620 руб. | Предупреждает о перегреве
Четыре различных режима работы |
Тяжелый
Дорогой Нерегулируемая сила тока |
| Споттер RedHotDot HAMMER IT 275116 | Примечателен наличием числового управления. Подходит для эксплуатации в гаражных условиях. | 30168 руб. | Не нагружает бытовую сеть
Малогабаритный Большая глубина расплавления и сварки |
Высокая цена
Тяжелый – весит больше 16 кг |
| FoxWeld MTP-25 3373 | Отличный вариант для производственных условий. | 67900 руб. | Прост в управлении
Долговечный Клещи сжимаются с помощью педали |
Очень дорогой
Требуется специальная установка Необходима постоянная заточка электродов |
| WIEDER KRAFT WDK-6000 | Приемлемый вариант для автомастерских. | 65273 руб. | Наличие тележки
Питается от 220В Повышенная надежность Может сваривать в восьми разных режимах Микропроцессорное управление |
Очень дорогой
Отсутствует вентилятор, охлаждающий механизм Габаритный (60х50х95 см) |
Как подобрать электроды
В большинстве случаев умельцы изготовляют электроды самостоятельно. В зависимости от мощности сварки, подходят медные стержни диаметром от 5 до 15 мм. С одной стороны они вставляются в металлическую гильзу с зажимными болтами, закрепленную на кабеле от трансформатора. Как и кабель, электроды прочно зажимаются болтами.
Второй вариант крепления электрода — пайка. Это тоже довольно надежный и эффективный способ, обеспечивающий надежный электроконтакт, но менять электрод в таком случае сложнее. Это не слишком влияет на продуктивность работы — электроды изнашиваются очень медленно, особенно при любительской сварке.
Электроды для точечной сварки
Намного важнее надежный контакт. Если соединение неплотное, то провод и электрод будут окисляться и перегреваться, а сила тока будет меньше требуемой. Также необходимо все соединительные кабели делать как можно короче — диаметр электрода и кабеля должны быть одинаковыми, иначе возможны сюрпризы в виде горящей изоляции или обгорания стержней.
Нелишним будет напомнить, что для медных электродов выбираются такие же медные провода. Сочетания алюминий/медь ненадежно и приводит к ненадежной сварке.
Рабочие концы электродов могут быть заостренными (коническими), овальными или плоскими. В бытовых самодельных аппаратах удобнее всего использовать плоский нижний и конический верхний электроды. Такое сочетание обеспечит и высокую плотность тока в точке сварки, и надежную опору для прижима деталей.
Оборудование из микроволновки своими руками
Аппарат для проведения сварочных работ контактным методом можно сделать своими руками, ключевая деталь в нем — это трансформатор от микроволновки.
Чтобы сделать такое устройство, потребуется выполнить предварительные расчеты выгодности данного прибора по сравнению с покупкой готового инвертора.
Для самодельного прибора наиболее дорогой деталью является трансформатор, а вот расходные материалы (такие, как основа для крепежей деталей или же кожух с проводами) можно взять из сервисного центра.
Трансформатор с мощностью от 1 кВт подходит для изготовления сварочного оборудования для соединения листов толщиной до 1 мм. Если его мощность будет вдвое больше, то он подойдет для обработки листов толщиной до 1,8 мм. Многие микроволновые печи оснащены трансформатором мощностью в 3 кВт.
Чтобы увеличить мощность тока, возможно, потребуется 2 или 3 трансформатора. Сам трансформатор вытаскивается из защитного кожуха, шунты удаляются вместе со вторичной обмоткой. Поскольку в микроволновой печи напряжение высокое, на первичной обмотке прибора петель меньше по сравнению со вторичной. Для того чтобы убрать разность потенциалов, вторичную обмотку удаляют и адаптируют ее для работы с точечной сваркой.
Работа выглядит таким образом:
- тщательно очистите от остатков шунтов, а также вторичной обмотки. Вероятно, может потребоваться длинный узкий предмет или щетка из металла;
- вторичную обмотку потребуется делать новую, а первичная остается в прежнем виде. Потребуются многожильные провода с сечением как минимум в 1 квадрат;
- для вторичной обмотки потребуется сделать до 4 витков проводки с напряжением 2 Вт, однако, загнуть по катушке его не выйдет из-за толстой изоляции. Соответственно, провод потребуется от нее очистить, а затем обернуть изолентой.
Выводы вторичных обмоток объединяются при применении цепи на основе нескольких трансформаторов. А при условии использования одного трансформатора можно корпус микроволновки уменьшить по ширине и длине.
Для нескольких трансформаторов кожух делают на основе железного листа, который покрывается изолентой.
Для подведения тока к свариваемой области нужно создать рычажное устройство. Один рычаг прочно крепится к главной поверхности, а во время опускания второй будет давить на обрабатываемые детали.
Введите выключатель в цепь первичной обмотки и установите на верхний рычаг, благодаря этому можно будет в одно время пускать ток и сжимать деталь. Клещи в этом случае не будут нужны, нужно будет заранее спаять наконечники с проводкой с целью предотвращения окисления.
Для контактной сварки используются медные стержни с толщиной больше размера проводки, которые при работе будут заменены или подточены. Во время работы деталь будет рычагами зажата между электродами, далее запустится ток.
Расходные материалы
Наибольшему износу в сварочных аппаратах подвергаются электроды, которые постоянно испытывают механические и термические нагрузки. Изготавливаются они из чистой меди, либо из медных сплавов с алюминием, цинком, кадмием и другими металлами, повышающими прочность и упругость изделия. Подобные сплавы делятся на несколько типов:
- Для работы при высокой температуре (около 500 градусов по Цельсию) и непрерывной подаче тока – такие электроды изготавливают из бронзы с добавлением никеля, кремния, циркония или хрома;
- Для работы при температуре до 300 градусов, сварки цветных сплавов, низколегированных сталей применяются сплавы МС (легированные серебром) и МК;
- Для работы при малых (до 200 градусов по Цельсию) температурах подходят сплавы бронзы с хромом и кадмием.
Быстрее всего изнашиваются электроды конической и цилиндрической формы, медленнее всего – плоские и широкие, применяемые в машинах для рельефной сварки.
Режим работы
Делится на мягкий и жесткий. При щадящем режиме работы применяется небольшая электрическая энергия, но процесс сварки выполняется дольше – 2-5 секунд. Благодаря этому применяются электродные стержни меньшего сечения и не требуется очень сильно надавливать ими.
Жесткий режим работы использует повышенную энергию, а процесс производится быстрее – 0,2-1,5 секунды. Обеспечивается высокая производительность, однако необходимо сильное сдавливание заготовок электродными стержнями. Также требуется стержень большого сечения, который превышает сечение соединяемых изделий.
Сварочный аппарат из аккумуляторных батарей
Во время сварки с применением электрических приборов на бытовые сети возложена огромная нагрузка. В итоге долгой точечной сварки провода могут расплавиться или же поломается бытовое оборудование. Соответственно, устройство может питаться от автономного источника. Например, переносного генератора, который работает за счет бензина или дизтоплива. Такой генератор можно приобрести или сделать самому.
Будет нужно несколько АКБ от автомобилей б/у. В данном случае расчет силы тока составит 1/10 от емкости аккумулятора. При использовании аккумуляторов разной мощности расчет можно сделать посредством самой маленькой емкости.
Потребуется создать цепь из последовательно соединенных аккумуляторов. «Плюсы» и «минусы» скрепляют кусачками, проводами или же проводками для прикуривателя либо же любыми клещами. Провод выводят от свободного «минуса» к электроду и зажимают клещами. От свободного «плюса» в сторону рабочей пластины в цепь ставят реостат.
Когда оборудование готово, можно сделать дополнительно оборудование для зарядки.
https://youtube.com/watch?v=tf5-uJ_pn-o
Сферы применения контактной сварки
Контактная точечная сварка используется для изготовления конструкций из различных металлов и их сплавов. Данная технология отличается экологичностью, прочностью соединения, скоростью и лёгкостью автоматизации процессов. Именно благодаря этим характеристикам точечную сварку широко используют:
- в автомобильной промышленности;
- в судо- и самолётостроении;
- в производстве электроники;
- в ювелирном деле;
- в производстве товаров народного потребления и т.д…
Самодельная контактная сварка не отличается такой мощностью и возможностями, как промышленный агрегат, тем не менее, и она может использоваться для соединения деталей из всех типов стали и сплавов. Для домашней мастерской можно сделать сварочный аппарат из обычной старой микроволновки. Ниже мы рассмотрим, как самостоятельно изготовить контактную сварку из деталей от печи СВЧ.
 ФОТО: ukkb.ru
ФОТО: ukkb.ru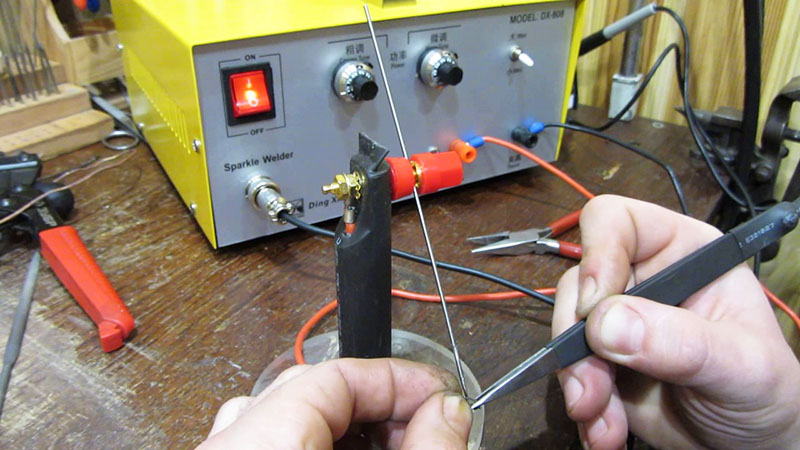 ФОТО: i.ytimg.com
ФОТО: i.ytimg.com ФОТО: svarca.ru
ФОТО: svarca.ru
Изготовление устройства
Качественный аппарат для сварки состоит из двух основных частей – контактного блока и источника сварочного импульса. Последний подает автоматически импульс. Сила тока должна быть в пределах 200 А на протяжении 0,03-0,1 с при питании от обычной электросети. Некоторые пользователи советуют выбрать устройство, позволяющее регулировать силу тока для работы с различными видами металла разной толщины.
Контактный блок должен характеризоваться основными требованиями:
- Хорошее прижатие сварочных поверхностей;
- При помощи точечного электрода необходимо подвести сварочный сигнал;
- Удержание заготовок после снятия импульса до полного затвердения.
Чаще всего можно встретить такие решения:
- заготовки зажимают между электродами;
- используют 2 разных электрода: точечный и плоский;
- одна из заготовок является нижним электродом.
Процесс сварки
Независимо от применяемой технологии сварка производится в несколько этапов:
- Соединяемые поверхности обрабатываются, чтобы получить более точное соприкосновение деталей. Электрическое напряжение на всей поверхности деталей должно быть одинаковым. Для этого поверхности делают как можно более ровными, обрабатывая их механически, с помощью травления, зачистки, рихтовки или обезжиривания.
- Затем детали зажимаются специальным механизмом или просто прижимаются в ручную – в этом случае качество шва будет ниже из-за недостаточного давления. Давление усиливает диффузию металла и позволяет создать однородный прочный шов.
- На соединяемые поверхности подается электрический ток, тепловая энергия расплавляет нужный участок металла, образуя жидкое ядро, в котором образуются связи между поверхностями. Давление, оказываемое на металл, препятствует выплескиванию жидкого ядра за пределы рабочей зоны.
- После выключения тока жидкое ядро остывает, образуя сварочный шов. По прочности он при соблюдении технологии не уступает металлу соединяемых деталей.
Разные металлы требуют обработки по специальной технологии, например, поверхности алюминиевых деталей нужно обрабатывать не ранее, чем за 10 часов до процедуры соединения.
Как же сделать аппарат?
Это устройство можно собрать из подручных средств. В первую очередь необходимо собрать из инвертора. Необходимо подготовить:
- трансформатор и конденсаторы для сварки;
- диоды и дроссели.
Использование всех перечисленных деталей поможет избежать длительной настройки.
Чаще всего такие аппараты для точечной сварки аккумуляторов мужчины изготавливают из деталей ненужной микроволновки. Она может уже находиться у вас дома, а можно позаимствовать и у друзей. Изготовленная точечная сварка из таких деталей характеризуется мощностью около 800А.
Качественный споттер гарантирует отличный результат работы с тонким металлом. Для выполнения домашних задач зачастую этого результата вполне достаточно, ведь сварка металла происходит в определенных точка.
Для изготовления такого аппарата для контактной точечной сварки лучше выбрать большую микроволновку. Ведь в таких моделях мощный трансформатор. А это основа будущего оборудования.
Трансформатор представляет собой сердечник с двумя обмотками. Он держится за счет сварных швов, которые необходимо удалить ножовкой или болгаркой. Будьте аккуратны, ведь обмотка не должна быть поврежденной. После сердечник нужно разделить на 2 части, очистить от клея и бумаги.
Наматываем вторую обмотку трансформатора. Для этого используют кабель, который подходит к прорези трансформатора, который наматывают на 2 витка.
К основанию прикрепляют трансформатор эпоксидной смолой, сжимая тисками.
Вторичная обмотка позволяет увеличить мощность устройства.
Если вы желаете увеличить больше мощность, то можно использовать дополнительный трансформатор из еще одной микроволновки. Его присоединяют к первому.
Принцип работы
Технологический процесс точечной сварки достаточно простой. Металлические детали плотно прижимают друг к другу, и через небольшие расстояния на них при помощи электродов подаётся ток высокого напряжения. В результате, осуществляется быстрый нагрев металла в точке соприкосновения, и образуется расплавленное ядро. Поскольку соединяемые детали плотно сжаты, происходит процесс диффузии, после прекращения подачи тока место контакта электродов остывает, и материал кристаллизуется. Соединение получается настолько прочным, что при попытке разрыва лопается металл рядом с ним, а точка приложения сварки остаётся в целостности.
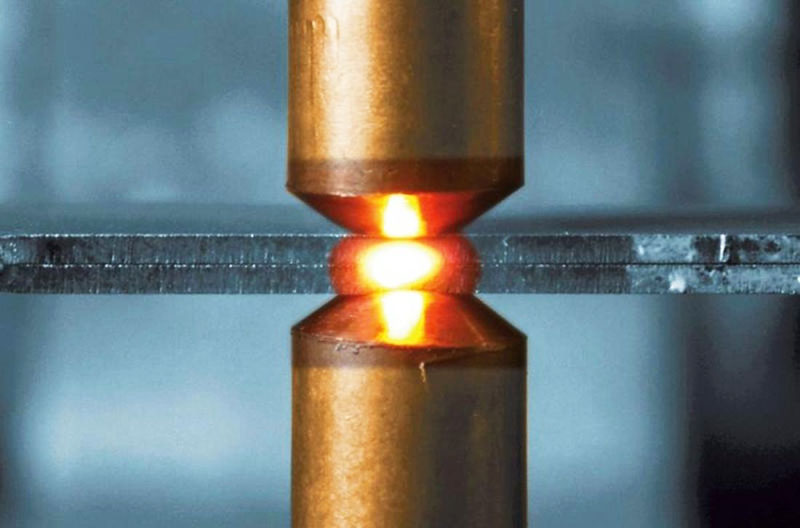 Сваривание происходит за счёт разогрева металла от проходящего через него мощного электроимпульсаФОТО: svarka74.ru
Сваривание происходит за счёт разогрева металла от проходящего через него мощного электроимпульсаФОТО: svarka74.ru
Устройство аппарата контактной сварки
Любое оборудование для контактной сварки, промышленное или бытовое, состоит из двух основных (механического и электрического) и одного вспомогательного блоков.
Механический узел включает в себя:
- электроды (в аппаратах точечной сварки — зажимные клещи, в шовной — ролики);
- устройство сжатия;
- привод вращения (в шовных агрегатах);
- устройство сжатия и осадки (стыковая сварка).
Электрический блок состоит из:
- силового трансформатора;
- регулятора выходного напряжения;
- вторичного контура;
- прерывателя первичной цепи;
- регулятора сварочных циклов.
Вспомогательные блоки:
- пневмогидравлика, содержащая специальные фильтры, устройства смазки подвижных узлов, систему подачи сжатого воздуха и регулировки давления;
- водяное охлаждение.
 Устройство самодельного аппарата для контактной сваркиФОТО: electrikmaster.ru
Устройство самодельного аппарата для контактной сваркиФОТО: electrikmaster.ru
Для получения необходимого мощного разряда при малом напряжении необходим трансформатор индукционного типа. Правильное соотношение обмоток (первичной и вторичной) даёт электрический импульс, обладающий мощностью, достаточной для плавления металла в точке контакта электродов.
Зажимные клещи представляют собой два графитовых или медных контакта, закреплённых на разных рычагах и приводимых в действие прижимным устройством. Механизмы для зажима могут иметь разный привод:
- Механический. Устройство состоит из рычага и мощной пружины, а сжатие свариваемых заготовок осуществляется благодаря применению мускульной силы оператора. Используется в бытовых заводских и самодельных агрегатах, однако не позволяет контролировать силу сжатия и имеет низкую производительность.
- Пневматический. Чаще всего используется в переносных устройствах, имеет лёгкую настройку посредством регулировки давления в системе подачи сжатого воздуха. Среди недостатков отмечают медленное срабатывание и невозможность изменения давления в процессе сварки.
- Гидравлический. Непопулярный вариант, медленный, как и пневматический привод, однако имеет широкий диапазон настроек, которые реализуются благодаря использованию регулируемых перепускных клапанов.
- Электромагнитный. Используется как на больших промышленных, так и на ручных бытовых агрегатах. Отличается высокой скоростью срабатывания, имеется регулировка сжатия заготовок во время рабочего процесса, что позволяет добиться хорошей проварки металла.
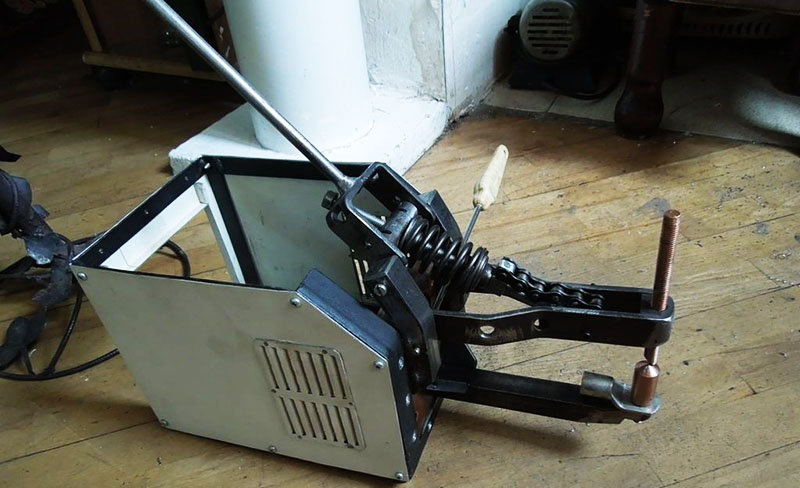 Сварочник с механическим приводомФОТО: info.zhratsushi.ru
Сварочник с механическим приводомФОТО: info.zhratsushi.ru
Статья по теме:
Микросварка: нюансы создания и использования
Решив изготовить точечную сварку в кустарных условиях, нужно не забыть ряд нюансов её применения:
- Прежде, чем запускать устройство в первый раз, нужно провести проверку надёжности изоляции и соединения всех частей конструкции.
- Требуется организовать вспомогательную вентиляционную систему.
- Запрещается пользоваться аппаратом длительное время без перерывов.
- Наконечники электродов необходимо регулярно затачивать.
- Перед началом работ стоит произвести пробный пуск на низкой мощности.
Это оборудование неизменно пригодится в гаражном ангаре, а ещё тем, кто занимается изготовлением ювелирных украшений либо ремонтом электроники.