Как работать сварочным полуавтоматом
Содержание:
- Устройство самодельного сварочного полуавтомата
- Инверторный сварочный полуавтомат — применение
- Принцип работы
- Сборка агрегата
- Правила работы с полуавтоматом
- Шланг подвода газа, проволоки, электроэнергии
- Подготовка полуавтомата к работе
- Характеристика комплектующих сварочного полуавтомата.
- По каким критериям выбирать подходящий аппарат для себя
- Принцип работы
- Как же правильно сваривать полуавтоматом?
- Плюсы и минусы полуавтоматической сварки
- Настройка полуавтомата
- Особенности сварки в среде углекислого газа
- Принцип работы полуавтомата
Устройство самодельного сварочного полуавтомата
Схема сварочного полуавтомата довольно проста, и мало чем отличается от обычного сварочного аппарата. Устройство сварочного полуавтомата отличается тем, что вместо классических электродов, которые необходимо менять в процессе роботы, используется присадочная проволока. Такая особенность заключается в том, что там установлен механизм подачи сварочной проволоки, который подает ее в свариваемую область постепенно и непрерывно. Это позволяет выполнять сварочные работы непрерывно, выполняя максимально ровный и равномерный шов.
Устройство сварочного полуавтомата
При этом сопротивление такого аппарата значительно ниже в сравнении с дуговой, поэтому можно выполнить ремонт сварочного полуавтомата своими руками без особых усилий и инструментов.
С помощью самодельного сварочного полуавтомата можно сваривать практическая все типы металлических изделий, в том числе нержавеющие стали и цветные металлы. Причем техника выполнения сварочных работ довольно проста и освоить ее легко самостоятельно с помощью обучающих материалов. Но также можно пройти специальные курсы, где вас обучат технике сварки, расскажут о специфике и малейших особенностях использования полуавтомата. Посещая курсы, научиться сварочному делу может даже новичок, никогда не имеющий дело со сварочными аппаратами любого дела.
Грубо говоря, сварочный полуавтомат состоит из трех частей, электрической, ответственной за подачу тока, проволочный механизм, отвечающий за подачу присадочной проволоки, а также горелки, необходимой для создания газовой среды с помощью специального сопла.
Газовая среда необходима для создания защитного инертного облака, которое препятствует окислению расплавленного металла. Для этих целей чаще всего используют углекислый газ. Газовый баллон подключается к аппарату через входной штуцер.
Схема сварочного полуавтомата
В некоторых случаях использование баллона не обязательно, так как можно применять присадочную проволоку со специальным покрытием, которое создает самозащитную среду. Простота использования и отсутствие необходимости в применении баллона сделало полуавтомат с такой проволокой особо популярным среди домашних умельцев.
При выполнении сварочных работ важно наблюдать за сохранением баланса силы тока, напряжения и скорости подачи присадочной проволоки. Изменение баланса в любую из сторон может привести к получению некачественного шва
Для сохранения баланса в подобных случаях используют источник питания жесткой вольт-амперной характеристики. Это позволяет в зависимости от скорости подачи присадочной проволоки регулировать напряжение и силу подаваемого тока, что позволяет добиться наиболее качественного соединения.
Инверторный сварочный полуавтомат — применение
Полуавтоматическая сварка широко используется на огромных заводах, небольших производствах и автомастерских. Благодаря возможности замены материала присадочной проволоки, этот метод позволяет сваривать:
- «черные» металлы;
- алюминий;
- нержавеющую сталь.
Сварка полуавтомат способна соединять изделия под высокую коррозионную нагрузку. Это используется в химической промышленности для создания емкостей под жидкости с агрессивной средой. Сварка полуавтоматом задействована в изготовлении дверей, козырьков, беседок и гаражей. Она активно применяется для сварки труб на территории предприятий. Благодаря возможности отрегулировать напряжение на низкий уровень, сварочный аппарат задействуют в машиностроении и ремонте корпусов автомобилей.
Принцип работы
Прежде чем выбрать сварочный полуавтомат или инвертор для дома, надо разобраться в принципах их работы.
Сварочный инвертор
Это аппарат, пришедший на смену трансформаторному сварочному устройству, увеличивающему ток за счет снижения напряжения. В отличие от устаревших агрегатов, инвертор является высокочастотным прибором небольшого размера. Он состоит из нескольких элементов:
- Выпрямитель на диодных мостах. Служит для преобразования переменного тока в постоянный.
- Инвертор высокочастотных импульсов. Повышает частоту до 60-80 Гц.
- Трансформатор для понижения напряжения и увеличения рабочего тока.
- Рабочий регулировочный шунт.
- Электронный блок управления.
Сварочный инвертор пришел на смену трансформаторному устройству.
Полуавтомат для сварки
Дуговая сварка на таких аппаратах происходит за счет сварочной проволоки, выполняющей роль электрода. Она подается в полуавтоматическом режиме по мере выгорания. Перемещение горелки и регулировка дуги выполняются вручную. Сварка осуществляется в среде углекислого и инертного газа, расход которого устанавливается в зависимости от обрабатываемого материала. Включение проходит с помощью газового клапана. Ток подается по проводам, уложенным в шланге горелки.
В комплектацию такого аппарата входят:
- баллон с газом и регулировочной аппаратурой;
- устройство, регулирующее подачу сварочной проволоки;
- кабель-шланг;
- горелка;
- катушка с механизмом подачи проволоки;
- источник питания;
- блок управления;
- табло для индикации.
Полуавтомат для сварки – прибор для выполнения сварочного процесса плавящимся электродом.
Полуавтоматы инверторного типа
При преобразовании электрического заряда в тепловую энергию, выделяемую высокотемпературной дугой, происходит сварка полуавтоматическим инвертором. Электродом для него служит калиброванная проволока из меди. Она хорошо скользит по металлу и обеспечивает необходимый контакт. Разряд, проходя через нее, нагревает кончик до температуры плавления. В результате части свариваемых конструкций соединяются плотным швом.
Полуавтоматы инверторного типа преобразуют электрический заряд в тепловую энергию.
Сборка агрегата
Качественно сделать полуавтомат для сварки поможет инструкция по сборке. Работы осуществляются в следующей последовательности:
- Инвертор подключить к силовому и управляющему устройствам.
- Проволоку заправить в подающий механизм и проверить плавность движения.
- Установить необходимую скорость подачи проволоки.
- Горелку соединить с рукавом, который подключить к устройству подачи.
- Газовый баллон с редуктором и манометром соединить с горелкой.
- Включить инвертор и механизм подачи.
- Проверить поступление газа и проволоки. После подачи газа задержка движения проволоки должна быть 1–2 с. Она поступает уже в готовую защитную среду, иначе будет залипать.
При подготовке самодельного полуавтомата к первому пуску нужно позаботиться об охлаждении собранного сварочного полуавтомата, чтобы он не перегрелся. Для этого входные и выходные выпрямители, силовые ключи монтируют на радиаторах. На корпусе инвертора, где находится радиатор, то есть в самой нагреваемой зоне, рекомендуется установить термодатчик, который обесточит устройство при перегреве.
После этого силовую часть подключить к блоку управления, а затем включить полуавтомат в электросеть. Когда загорятся индикаторы сети, инвертор нужно протестировать. На выходе прибора измеряется ток, который не должен превышать 120 А. Если его величина меньше, то это означает, что по проводам к оборудованию поступает напряжение ниже 100 В. В этом случае меняют силу тока и контролируют напряжение, добиваясь желаемых параметров. При этом инвертор не должен перегреваться.
Под нагрузкой полуавтомат проверяют следующим образом. Сварочные провода соединяют с реостатом, рассчитанным на ток 60 А и сопротивлением не менее 0,5 Ом. Поступающий на горелку ток контролируют амперметром. Если сила тока отличается от нормы, изменяют величину сопротивления.
После включения собранного полуавтомата индикатор должен показать силу тока 120 А. Эта цифра подтверждает правильность проведения работ. Если высвечиваются восьмерки, то причина в недостаточном напряжении в подводящих проводах. Сварочные инверторы работают в диапазоне регулировки рабочего тока 20–160 А.
Правила работы с полуавтоматом
Перечислим ряд требований, а точнее правил, которыми не стоит пренебрегать при применении сварочного автомата:
- Перед началом работы сварочным полуавтоматом следует внимательно изучить инструкцию по этого эксплуатации;
- при сварке нужно следить за строгой полярностью – «плюс» должен быть на горелке, а «минус» — на свариваемой детали;
- во избежание неприятных ситуаций, связанных с человеческими повреждениями, не следует при заправке проволоки в горелку направлять её сопло на себя или других людей. Тут нужно быть очень внимательным, ведь проволока своим концом может проткнуть вам ладонь или другую часть тела;
- категорически запрещается во время работы перемещать полуавтомат, потянув его за горелку или кабель, для этого существуют ручки;
- чтобы не повредить глаза и другие части лица работать сварочным полуавтоматом следует только в специальной защитной маске, имеющей светофильтр, маркировка которого должна соответствовать диапазону тока, используемого в сварке, а для дополнительной защиты следует использовать очки со стеклянными линзами, поскольку стекло не пропускает ультрафиолет;
- для долгой и безотказной работы устройства необходимо два раза в год прочищать все его внутренности от грязи и пыли;
- если в процессе внешнего осмотра прибора были обнаружены повреждения в кабеле или рукаве горелки, их нужно тут же устранить при помощи изоляционной ленты или термоусадочной трубки, а изношенные части и вовсе лучше заменить на новые;
- форма канавки должна чётко соответствовать материалу электрода: V-образная гладкая применяется для сплошной стальной проволоки, V–образная с насечками – для порошковой проволоки, U-образная – для сплавов и мягких металлов;
- во время работы запрещено прикасаться к токоведущим частям сварочного полуавтомата, а также работать со снятыми его крышками;
- помещение, в котором выполняется сварка, должно хорошо проветриваться, поскольку аэрозоли, выделяющиеся во время работы, чрезвычайно вредны;
- следует строго соблюдать правила пожарной безопасности;
- нельзя забывать о том, что во время сварки сварочный шов нагревается до очень высоких температур, поэтому строго запрещается прикасаться к этим местам;
- не секрет, что полуавтомат, как и всякий сварочный аппарат, является источником электромагнитного излучения, которое чрезвычайно вредно влияет на здоровье человека. Не все люди могут работать в таких условиях, поэтому предварительно нужно пройти медицинский осмотр;
- категорически запрещено сваривать сосуды и трубопроводы вместе с жидкостями, а также сосуды, в которых прежде хранились горючие и легковоспламеняющиеся жидкости;
- не стоит перенагружать полуавтомат, работайте только в условиях, предусмотренных в инструкции по эксплуатации, поскольку это, во-первых, опасно для здоровья работающего, а, во-вторых, сокращает ресурс работы самого полуавтомата;
- поскольку человек является носителем статического электричества, прикасаться к элементам электронной платы строго запрещается, в этом случае возможен их пробой;
- крышка ниши механизма подачи во время работы должна быть плотно и надёжно закрыта, дабы не стать источником травматизма оператора;
- сварка не должна выполняться в непрерывном режиме, нужно чередовать её с регламентируемыми перерывами, продолжительность которых и интервалы между ними должны быть выбраны в соответствии с рекомендациями производителей;
- во время работы сварочным полуавтоматом строго запрещено переключать ступени трансформатора, установленного на источнике сварочного тока;
- все работы по сварке следует выполнять только в специально предназначенной для этого одежде, кроме того, одежда должна быть полностью сухой, дабы защитить себя от возможного поражения электрическим током;
- расход защитного газа, который может быть аргоном, гелием, углекислым газом или их смесями, должен быть рассчитан оптимально, поскольку он в зоне дуги образует защитную среду, кроме того, газ должен быть выбран в соответствии с типом свариваемого материала, а также его толщиной. Баллон должен быть закреплён горизонтально и достаточно надёжно.
Шланг подвода газа, проволоки, электроэнергии
Разрез такого шланга изображен на Рис. 7. 7.
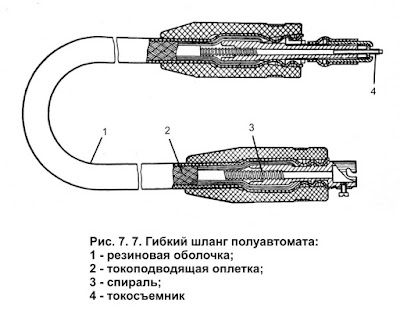
Резиновая оболочка является направляющей для подвода
защитного газа.
Ток к токосъемнику подводится по многожильной токоподводящей
оплетке.
Спираль облегчает скольжение сварочной проволоки.
Ток к сварочной проволоке подводится с помощью токосъемника.
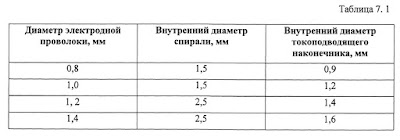
Соотношение между диаметром сварочной проволоки и внутренним
диаметром спирали и токосъемника смотрите по Таблице 7. 1.
В конструкции ручки горелки MB15AK присутствует шаровый шарнир и пружина, которые обеспечивают долгий срок службы кабелей и понижает массу, которая действует на рукоятку.
Подготовка полуавтомата к работе
Вначале положите пистолет с подсоединенным кабелем на пол,
максимально выпрямив кабель.
Катушку с проволокой освободите от полиэтиленовой упаковки,
кусачками откусите загнутый конец проволоки. С торца откушенной проволоки
напильником удалите заусеницы. Придерживайте проволоку свободной рукой, иначе
она размотается.
Катушку с проволокой вставьте в аппарат и заведите свободный
конец проволоки в направляющие.
Регулятор подачи проволоки поставьте на минимальные обороты
и включите механизм подачи.
Дождитесь выхода проволоки из пистолета и откусите ее по
размеру вылета (Таблица 7. 2.).
Дальше установите силу прижимного усилия. В разных
конструкциях она может устанавливаться по-разному, но принцип везде один: сила
нажима прижимного ролика регулируется сжатием (растяжением) пружины. В процессе
работы проволока может привариваться к токосъемному наконечнику, и, если
давление прижимного ролика велико, она начинает скручиваться. Прижмите пистолет
к полу, имитируя залипание проволоки. Включите подачу проволоки и понаблюдайте
за подающим механизмом. Ролики должны вращаться, но проскальзывать. Поднимите
пистолет и убедитесь, что проволока свободно подается. Регулировку можно считать
завершенной.
Abicor BINZEL-спрей, 400 мл. Предназначен для защиты фронтальных частей сварочных горелок: сопла, токовые наконечники и вставки от брызг и налипаний расплавленного металла, копоти и аэрозолей.
Характеристика комплектующих сварочного полуавтомата.
Имея стандартную комплектацию, сварочные полуавтоматы все-таки отличаются. Варианты возможны за счет использование разных видов комплектующих. И основное, это конечно, источник питания. Могут использоваться как трансформаторы, так и выпрямители, и инверторы. Наивысшие показатели качества сварки дают инверторные полуавтоматы.
Существует и три вида устройства, подающего проволоку во время сваривания. Этот механизм может быть толкающим, тянущим и комбинированным. Первый, обычно встраивается в корпус полуавтомата, и как понятно из названия, он проталкивает проволоку в рукав. Второй устанавливается в рукоятку горелки и подтягивает проволоку. Комбинированный имеет две составляющих: один механизм в корпусе, другой в рукоятке, этот способ подачи электрода обычно используют с длинными рукавами.
Еще одно различие таких аппаратов в горелке. Она может быть изначально соединена с аппаратом либо же может использоваться специальная горелка, которая подключается к имеющемуся разъему. Отметим, что, например, профессиональные аппараты поставляются с разъемной горелкой.
Различия полуавтоматов позволяют сваривать разные металлы, получать различные сварные соединения и пр.
По каким критериям выбирать подходящий аппарат для себя
Критерии выбора сварочного аппарата:
- По функциям. Что и где вы собираетесь варить? Поилку для индюшат на даче, кузов автомобиля в мастерской или у вас впереди серьезные промышленные объекты?
- По качеству, виду и толщине сварочного шва. Вам важнее эстетика, как, например, для декоративных решеток или деталей автомобиля, или прочность и надежность на ответственных объектах типа газопровода?
- По виду металлов, с которыми вы собираетесь работать. Нержавейка? Алюминий? Цветные металлы и их сплавы? Есть в вашем наборе металлов присутствует алюминий и его сплавы, нужно разворачиваться в сторону аппаратов, где присутствует аббревиатура TIG с баллонами инертного газа в придачу.
- По характеристике электрической сети. Если вы живете и собираетесь работать в сельской местности, в вашей сети, скорее всего, будет прыгать напряжение. Тогда нужно искать аппараты с широким диапазоном скачков напряжения – такие есть, их специально выпускают для российских регионов.
- По личному опыту мастера. Если вы начали заниматься сваркой недавно, вряд ли будет целесообразно покупать дорогой навороченный полуавтомат, где половина функций вам не нужна будет и в помине.
Очень важный момент в выборе – универсальность аппарата. Она зависит от вида ваши планируемых работ: вам нужен только полуавтомат с автоматической подачей проволоки? Или вы собираетесь работать с электродами тоже? Если да, идем выбирать универсальное оборудование.
Принцип работы
Самым распространенным видом сварочного прибора являются устройства, работающие в защитной газовой среде. Устройство сварочных полуавтоматов этого типа принципиально одинаково.
Основными узлами являются:
- Источник питания. Разные модели рассчитаны на разное напряжение. Оно может быть как однофазным, так и трехфазным. С помощью переключателя можно переходить с 380 вольт на привычные 220 вольт, что позволяет использовать агрегаты не только на производстве, но и в обычных бытовых условиях. Ток передаётся или через самодельный трансформатор, или через инвертор. Инвертор понижает напряжение и повышает силу тока.
- Электродная горелка вместе с трубкой для подвода газа.
- Баллон с газом для защиты зоны плавления.
- Специальный механизм движения проволоки.
- Блок управления и настройки.
В моделях с толкающим механизмом проволока для сварки движется внутри направляющей трубки, когда специальный узел толкает наружу. В случае если применяется тянущий тип, то узел подачи расположен в глубине горелки и вытаскивает на себя электродную проволоку с бобины.
Принцип работы полуавтоматической сварки предусматривает управление и регулирование важнейших параметров: величину напряжения, силу тока и скорость разматывания катушек. Регулирование может быть переменным, с плавным изменением значений или ступенчатым. Некоторые устройства самостоятельно выбирают скорость подачи проволоки в зависимости от установленных сварочных значений.
Порядок действий при работе с аппаратом:
- Кнопкой «Пуск» включается источник питания.
- Выпускается на горелку защитный газ и подается напряжение.
- Узел подачи разматывает катушку.
- Между проволокой и поверхностью металла возникает электрическая дуга, и проволока начинает плавиться.
- Газ защищает зону плавления.
- Происходит сваривание металлических частей.
Как же правильно сваривать полуавтоматом?
Технология сварки полуавтоматом в углекислотной атмосфере весьма проста и понятна. Единственное, что требуется от сварщика – это выдержать правильный вылет проволоки и своевременно перемещать горелку с равномерной скоростью.
При правильном выполнении этих условий сварка полуавтоматом флюсовой проволокой без газа позволяет получить ровный сварной шов без наплывов и пещер.
Специалисты разработали несколько простых рекомендаций, благодаря которым сварка полуавтоматом для начинающих покажется очень простым занятием:
-
Перед началом сварочных работ следует убедиться, что газ поступает из горелки.
Углекислый газ для сварки должен поступать в рабочую зону под давлением 0.02-0.03 кило Паскаля. При наличии сквозняка, ветра и других факторов, следует скорректировать давление, дабы компенсировать потери. - Угол горелки должен находится в пределах от 65 до 75 градусов.
-
Проварку необходимо производить справа налево.
Такой подход позволяет обеспечить лучший обзор уже проваренных участков.
Конечно, для нечастых работ невыгодно приобретать баллон с углекислым газом. В таких случаях придет способ варки без углекислоты, основанный на применении специальной присадочной проволоки с флюсом.
При соединении изделий из цветных металлов крайне важно правильно подобрать проволоку. Например, алюминиевые изделия лучше всего спаивать при помощи присадочного материала, имеющего в составе алюминий, марганец и магний
Способы сварки
Полуавтоматическая сварка в среде углекислого газа может выполняться двумя способами:
-
Углом вперед.
В данном случае дуга перемещается справа-налево, металл плавится меньше и валик шва получается достаточно широким. Подобный способ варки идеально подходит для соединения тонкого металла. -
Углом назад.
Подход подразумевает перемещение электрической дуги слева направо. Метод подходит для варки толстых металлов, поскольку он обеспечивает большую глубину проплавления и узкий шов.
Схема сварки под шлаком.
Отдельного упоминания стоит метод сварки без использования газа.
Подобный прием обладает массой преимуществ:
-
Полная мобильность.
Благодаря отсутствию тяжелых газовых баллонов, сварка может осуществляться даже в самых труднодоступных местах. -
Большой выбор специализированных проволок.
На сегодняшний день существует огромное количество присадочных материалов с встроенным флюсом. - Упрощенный сварочный процесс.
-
Отсутствие необходимости в постоянной заправке баллона.
Для небольших ремонтных мастерский нет смысла держать дорогостоящий баллон. Поэтому нечастые сварочные работы лучше проводить при помощи флюсосодержащей проволоки.
Однако, у безгазового вида сварки есть и свои недостатки, среди которых можно выделить:
- высокую стоимость расходных материалов;
- повышенные требования к выбору проволоки;
- необходимость наличия на аппарате кнопки переключения полярности тока;
- сложности в подборке оптимальных режимов работы;
- плохую видимость сварного шва из-за возникновения дымки;
- трудности при сваривании листов, толщиной менее 0.15 сантиметров;
- выделение большого количества вредных веществ, пагубно влияющих на организм;
- слабые механические свойства проволоки, не позволяющие пережимать ее валиком.
Важно отметить, что сварочные работы можно проводить и с помощью обычной проволоки, однако, получаемый в таком случае шов будет рыхлым и недолговечным
Пошаговый процесс сварки
Сварка без газа, как правило, производится в соответствии со следующим алгоритмом:
Схема сварочного полуавтомата.
Подборка оптимальной величины тока в зависимости от толщины соединяемых изделий.
Выставление тока обратной полярности на аппаратуре.
Выбор скорости подачи паяльной проволоки
В случае использования флюсосодержащей проволоки важно следить, чтобы шестерни не пережали ее.
Проверка выставленных параметров на пробном образце. Для данного этапа оптимально подойдут небольшие куски металла
В процессе настройки следует контролировать стабильность сварочной дуги и количество выдаваемого флюса.
Установка переключателя в положение вперед.
Нажатие на кнопку запуска сварочных работ.
Зажигание электрической дуги.
Поворот горелки на 5 градусов относительно вертикальной оси.
Начало движения электродом вдоль предполагаемого соединения.
Для избегания риска появления трещин, первый слой следует проваривать при небольшом токе.
Завершение сварного шва, по средствам заполнения кратера расплавленным металлом.
Остановка сварочного аппарата и отключение его от сети электропитания.
Плюсы и минусы полуавтоматической сварки
Механизированная сварка становится все популярнее не только у профессионалов, но и у любителей. Сварки полуавтомат имеет ряд преимуществ и недостатков, с которыми обязательно нужно ознакомиться прежде чем приняться за работу. К достоинством данного вида сплавления можно отнести следующие:
- возможность создания неразъемного соединения для оцинкованных изделий, не повреждая при этом покрытие. Сплав происходит с помощью медной проволоки;
- способность варить как конструкционную стать, так и другие металлы – алюминий, чугун;
- возможность работы с тонкими стальными листами, толщиной не более половины миллиметра;
- низкая чувствительность к загрязнениям и коррозии основного материала;
- удобство, при котором шлак не перекрывает шов и оператор сразу видит результат;
- невысокая стоимость, в сравнении с другими типами создания неразъемных соединений.
Кроме этого, стоит отметить некоторые недостатки, которые возникают при работе на полуавтомате:
- при сварке без газа увеличивается разбрызгивание раскаленного железа;
- происходит более сильное излучение дуги, поэтому необходимо применять защитную форму и маску для лица.
Даже с некоторыми недочетами такой тип сварки широко применяется во многих производственных отраслях. Чаще всего такие типы используются в сферах автостроения и ремонта транспортных средств. При этом применяется защитный газ – гелий, аргон или углекислый газ.
Настройка полуавтомата
Переходим непосредственно к вопросу, как настроить сварочный полуавтомат для работы. В рамках этой статьи мы не будем рассказывать про регулировку подачи защитного газа или про заправку присадочной проволоки. Все это вы уже должны были изучить заранее. Мы расскажем именно про подбор силы тока и напряжения. Поскольку две этих характеристики наиболее важны. Наша задача — найти оптимальную «область сварки», как в графике, который мы вам показывали выше.
Подготовительный этап
Возьмите ненужный кусок металла (желательно не очень тонкий, 5 мм подойдет, и не очень большой). Обязательно подготовьте поверхность к сварке. Удалите все загрязнения, в том числе коррозию и краску, если имеется. Зачистите поверхность до блеска с помощью металлической щетки, шлифовальной машинки или наждачки.
Подготовленный металл
Вы будете использовать этот металл в качестве подопытного, и обучаться на нем. Не стоит использовать для подобных целей заготовки или детали, иначе можете их испортить. Берите те куски металла, которые не жалко.
Поиск оптимальных настроек : 1 этап
Настройка сварочного полуавтомата начинается с регулировки напряжения дуги. Мы рекомендуем установить низкое значение от 15 до 20 Вольт, также установите невысокое значение силы тока (до 100 Ампер).
В процессе работы у вас будет занята лишь одна рука, та, которой вы держите горелку. Поэтому используйте вторую руку для одновременной работы и регулировки параметров. Так вы сможете видеть результат сразу.
Начинает формировать сварной валик, и следим за дугой, а также звуком, одновременно меняя настройки на аппарате. Дуга должна гореть более-менее стабильно и практически не разбрызгиваться, а звук должен быть чистым и приятным уху
На данном этапе не обращайте внимание на форму валика и на глубину проплавления
Сейчас вам важно понять, при каких настройках дуга ведет себя наиболее правильно. Изменяйте настройки не резко, а буквально на одно-два значения
Изменяйте настройки не резко, а буквально на одно-два значения.
Поиск оптимальных настроек : 2 этап
Далее наступает самый кропотливый этап настройки. Вы нашли начальную точку работы дуги у сварочного аппарата, эти параметры обязательно нужно записать или сфотографировать. Теперь вам нужно уменьшить силу тока, не меняя напряжения. Постепенно понижайте ток и следите, когда вы дойдете до точки, при которой дуга горит на грани, но при этом еще устойчива. Запишите эти настройки. После этого нужно наоборот увеличивать силу тока не трогая ручку напряжения, и искать ту грань, когда дуга горит более-менее стабильно. Эти значения тоже запишите.
На данном этапе у вас должны быть записаны/сфотографированы три типа настроек: напряжение 15-20 Вольт + сила тока меньше 100 Ампер, напряжение 15-20 Вольт + минимально допустимая сила тока, напряжение 15-20 Вольт + максимально допустимая сила тока.
Теперь вам нужно понизить изначальное напряжение (напоминаем, что это 15-20 Вольт) на пол вольта и снова искать, при каких значения минимальной и максимальной силы тока дуга будет гореть стабильно. Запишите эти настройки. Повторяйте этот процесс уменьшения напряжения на пол вольта и поиска оптимальных знаний силы тока до тех пор, пока аппарат не перестанет варить. Все настройки фиксируйте.
На данном этапе вы уже должны знать минимальное напряжение + минимальную/максимальную силу тока, при котором аппарат может варить. Теперь верните ваши первоначальные настройки (15-20 Вольт + сила тока до 100 Ампер), и повторите все описанное в абзаце выше, только не понижая напряжение дуги, а увеличивая его на пол вольта.
Постепенно при увеличении напряжения вы найдете ту точку, при которой сварка станет невозможна. Результаты зафиксируйте.
Итог
Теперь у вас есть все настройки. Вы знаете, каковы оптимальные значения напряжения и силы тока при минимальных и максимальных настройках. Для удобства начертите график, похожий на тот, что мы уже указывали выше, со своими настройками. И в следующий раз уже при сварке деталей настраивайте аппарат по этой области.
Особенности сварки в среде углекислого газа
Поскольку в рамках одной статьи мы не сможем рассказать об особенностях полуавтоматической сварки в среде всех защитных газов, мы решили рассказать только про сварку в углекислоте. Это популярная и эффективная технология сварки, так что запомните (а лучше запишите) все, что прочтете ниже.
Выбор сварочной проволоки
Выбор сварочной проволоки при сварке в углекислоте — дело непростое. Дело в том, что при сварке в углекислоте стальные детали с низким содержанием углерода сильно окисляются. Чтобы этого избежать нужно использовать проволоку, в составе которой присутствует марганец и кремний. А если нужно сварить легированные стали, то используйте специальные проволоки. Ниже вы можете видеть рекомендуемые марки проволоки для сварки низкоуглеродистых и легированных сталей.
Подготовка металла
Чтобы шов получился качественным нужно тщательно подготовить металл перед сваркой. Для этого очистите кромки от коррозии, грязи, краски или следов масла. Если загрязнения несущественные, то для их устранения можно использовать ветошь. Если загрязнения въевшиеся, то используйте металлическую щетку. Не забывайте обезжиривать металл. В некоторых случаях можно прибегнуть к травлению.
Выбор режима сварки
От правильного выбора режима сварки во многом зависит качество готового сварного соединения. Поэтому к выбору режима нужно подойти со всей ответственностью. Режимом сварки называют комплекс различных настроек, которые вы можете установить на своем полуавтомате.
При сварке полуавтоматом в среде углекислого газа этот комплекс настроек состоит из рода тока, его полярности, диаметра проволоки, силы сварочного тока, напряжения дуги, скорости подачи проволоки, вылета проволоки. Давайте подробнее остановимся на каждом параметре.
Начнем с рода тока и его полярности. Обычно используют постоянный ток обратной полярности. Если установить прямую полярность дуга будет гореть нестабильно. Если вы хотите использовать не постоянный, а переменный ток, то нужно дополнительно добавить в цепь осциллятор.
Диаметр проволоки выбирается исходя из толщины свариваемого металла. Тут все просто. Чем тоньше металл, тем тоньше проволока. А вот силу сварочного тока нужно устанавливать исходя из диаметра проволоки. Главное понять основной принцип: чем больше сила сварочного тока, тем больше глубина провара и выше скорость сварки. Ниже вы можете видеть таблицу с основными режимами сварки. Используйте эту шпаргалку первое время, а затем учитесь сами подбирать оптимальный режим.
Что касается напряжения дуги, то этот параметр зависит от длины этой самой дуги. Напряжение устанавливают исходя из силы сварочного тока. Здесь тоже достаточно понять основной принцип, чтобы научиться настраивать напряжение. Самое главное правило: чем больше напряжение, тем меньше глубина провара и больше ширина шва. Этой информации уже достаточно для того, чтобы опытным путем выяснить оптимальное напряжение дуги.
Скорость подачи проволоки подбирается опытным путем
Важно, чтоб дуга горела стабильно и при этом проволока равномерно плавилась. Новичкам рекомендуем использовать механизмы с автоматической регулировкой скорости подачи проволоки
И последний параметр режима сварки — вылет проволоки. Он тоже определяется опытным путем и приходит с опытом
Здесь важно, чтобы вылет не был слишком большим или слишком маленьким. Если вылет будет слишком большой, дуга будет гореть нестабильно и качество шва ухудшится
А если вылет будет слишком маленьким, то вы просто не сможете наблюдать за процессом сварки.
Расход газа
Во время сварки важно следить за расходом углекислого газа. Если вы варите у себя в гараже, то это делать не обязательно
А вот если вы сварщик на производстве, то просто обязаны следить за расходом. Чтобы определить расход нужно учесть силу тока, тип сварного шва и вылет сварочной проволоки. Теме расхода углекислоты мы посвятили отдельную статью, обязательно прочтите ее.
Принцип работы полуавтомата
Полуавтоматом можно сваривать как тонкую автомобильную
сталь, так и пластины толщиной до 10 мм. Этого вполне достаточно для
выполнения всех заказов частного сварщика. Такая универсальность полуавтоматов
обусловлена способом формирования сварочного шва. Этот способ можно
охарактеризовать как контактно-дуговой (для тонкого металла).
Вы, наверное, замечали, как опытный сварщик варит тонкий
металл электродом диаметром 3 мм. Он периодически гасит дугу, удлиняя ее.
Такой способ позволяет варить тонкий металл на большом токе, не прожигая металл.
В полуавтомате функции гашения дуги выполняются автоматически со скоростью
гораздо большей, чем это может позволить себе сварщик. Такая возможность
обеспечивает высокое качество сварки тонкого металла. На практике это выглядит
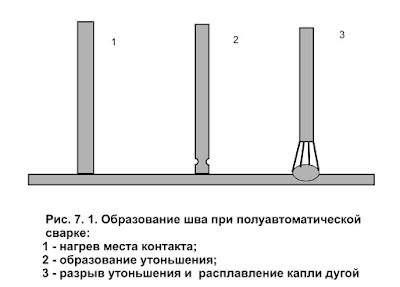
так (Рис. 7. 1.):
при соприкосновении конца проволоки (1) с металлом в месте
контакта выделяется тепло, проволока разогревается.
Разогрев проволоки приводит к началу ее плавления (2).
Расплавляясь, проволока становится тоньше.
Утоньшение разрывается, и возникает дуга (3). Дуга оплавляет
оторвавшуюся каплю и, удлинившись, гаснет. Автомат подает проволоку вниз,
процесс повторяется вновь. Весь цикл возникновения-гашения дуги повторяется со
скоростью примерно 90 раз в секунду, из-за этого дуга при сварке издает
характерный шипящий звук.