Метчик для нарезки резьбы
Содержание:
- Метрическая резьба
- Конструктивные особенности
- Технологии нарезки гост резьба
- Виды плашек для нарезания резьбы
- Можно ли изготовить метчикодержатель самостоятельно?
- Как выбрать метчик для резьбы
- Виды по конструкции
- Металл для изготовления
- Фото метчиков для нарезания резьбы
- Государственный стандарт (ГОСТ)
- Маркировка
- Как выкрутить сломанный метчик
- Критерии выбора метчика: на что обратить внимание
- Типы нарезаемой резьбы
- Применение метчика
- Метчик для нарезки
- Подготовка к нарезанию внутренней резьбы
Метрическая резьба
Массово применяется с номинальным диаметром от 1 до 600 миллиметров, с шагом от 0,25 до 6 миллиметров. Профиль метрической резьбы- равносторонний треугольник (с углом при вершине 60 градусов и теоретической высотой профиля Н= 0,866..Р (шаг)).
Все параметры метрической резьбы измеряются в миллиметрах. При маркировке, метрическая резьба обозначается буквой М (metric) с числовым значением наружного диаметра прутка (цилиндра), на котором эта резьба нарезана.
Также может указываться мелкий шаг и обозначение (LH) для левой резьбы.
Геометрия резьб
В зависимости от предназначения и условий работы, геометрия резьб может быть:
- трапецеидальная (Tr) (ходовые винты, грузовые винты, винтовые пресса и т.д.);
- упорная (пилообразная) (артсистемы, нажимные винты прокатных станов и т.д.);
- круглая с радиусами при вершинах и впадинах (вентили, водопроводные краны и т.д.)
- дюймовая, великобританского стандарта (BSW) с углом при вершине 55 градусов и т.д.
Нарезание резьбы
Направление резьбы может быть левой или правой, наружной или внутренней.
При массовом изготовлении крепежных изделий используются автоматизированные линии, с минимальным участием человека.
Для изготовления мелкосерийных и уникальных крепежных элементов, резьба нарезается вручную, при помощи резьбонарезного инструмента.
При изготовлении наружной резьбы используют плашки (лерки) и клуппы, для реализации внутренней резьбы применяют метчики.
Процесс нарезания резьбы ускоряется и облегчается при использовании классического, универсального оборудования, то есть токарного станка.
Обычно, резьбонарезной инструмент изготовляют из быстрорежущей стали, твердых сплавов, но резьбу можно нарезать и высокоуглеродистыми инструментами, при соответствующей смазке и охлаждении.
Способы изготовления
- резанием (резцом на токарном станке);
- абразивная обработка;
- накатывание (пластическая деформация);
- выдавливание прессованием;
- литье;
- электрохимическая обработка и т.д.
Метчик ЗУБР «Эксперт» машинно-ручной, 4-28005-18-2.5
К числу самых универсальных способов нарезания резьбы относятся:
- нарезание наружных резьб плашками (лерками);
- нарезание внутренних резьб метчиками;
- нарезание внутренних и наружных резьб резцами и гребенками;
- нарезание наружных и внутренних резьб резьбонарезными головками и т.д.
Конструктивные особенности
Рассмотрим подробнее, что такое метчик. Винтовой стержень, которым является метчик ГОСТ 3266-81 , состоит из рабочего участка и хвостовика. Назначение хвостовика заключается в надежном крепеже инструмента. При механической обработке деталей он устанавливается в станочных патронах. Ручная нарезка ниток резьбы осуществляется, когда метчик вставляется в вороток, и совершаются винтовые движения по часовой стрелке.
Установка хвостовика инструмента выполняется головкой в отверстие воротка квадратного сечения.
Участок метчика, которым непосредственно нарезаются нитки резьбы, называется его рабочей частью. Она состоит из заборной и калибрующей части.
Заборный участок инструмента для нарезки резьбы – это конусная зона спереди винта, начинающая и закрепляющая начальные нитки. Калибрующий участок выполнен как ее завершение.
Технологии нарезки гост резьба
Резьба трубная цилиндрическая, которая относится к дюймовому типу (как внутренняя, так и наружная), может нарезаться ручным или механическим методом.
Нарезка резьбы вручную
Нарезание резьбы при помощи ручного инструмента, в качестве которого используется метчик (для внутренней) или плашка (для наружной), выполняется в несколько шагов.
- Обрабатываемая труба зажимается в тисках, а используемый инструмент фиксируется в воротке (метчик) или в плашкодержателе (плашка).
- Плашка надевается на конец трубы, а метчик вставляется во внутреннюю часть последней.
- Используемый инструмент вворачивается в трубу или навинчивается на ее конец посредством вращения воротка или плашкодержателя.
- Чтобы сделать результат более чистым и точным, можно повторить процедуру нарезания несколько раз.
Нарезка резьбы на токарном станке Механическим способом трубная резьба нарезается по следующему алгоритму:
- Обрабатываемая труба зажимается в патроне станка, на суппорте которого фиксируется резьбонарезной резец.
- На конце трубы, используя резец, снимают фаску, после чего выполняют настройку скорости перемещения суппорта.
- После подведения резца к поверхности трубы на станке включают резьбовую подачу.
Следует иметь в виду, что резьба дюймовая нарезается механическим методом с помощью токарного станка только на трубных изделиях, толщина и жесткость которых позволяют это сделать. Выполнение трубной дюймовой резьбы механическим способом позволяет получать качественный результат, но применение такой технологии требует от токаря соответствующей квалификации и наличия определенных навыков.
Виды плашек для нарезания резьбы
Перечислим основные виды плашек для нарезания резьбы и их особенности.
Метрические
Инструмент адаптирован для изготовления метрической резьбы (измеряется в миллиметрах). Изделия этого класса обозначены маркером М. К примеру, М9 делает резьбу в 9 мм. По размеру плашки бывают от 1 до 60 мм.

Фотография № 2: Метрическая плашка на 18 мм
Кроме того, для метрических инструментов актуален такой параметр, как шаг резьбы (дистанция между витками). Шаг резьбы есть основной и дополнительный (он всегда меньше основного).
Пример. Инструмент с маркером М12 имеет основной шаг резьбы 1,75 мм и несколько дополнительных: М12*1,5, М12*1, М12*0,75, М12*0,5. Чем означенное в маркировке число меньше, тем ближе витки расположены друг к другу.

Таблица № 1: Шаг резьбы для метрических плашек разных размеров
Левые
Подобрать плашку для нарезания резьбы левосторонней обычно требуется при изготовлении вращающихся соединений. Изделия используются достаточно редко. В основном, если при наличии правой резьбы соединение раскрутилось бы. Патрон дрели закручивают левосторонним винтом. Изделия имеют маркировку LH.

Фотография № 3: Метрическая левосторонняя плашка на 14 мм
Трубные
Для простоты отличия от метрических инструментов трубные обозначают маркером G. Подобные изделия нужны для выполнения резьбы на трубах. Витки здесь измеряются в дюймах. Перевести миллиметры в дюймы вам поможет таблица соответствия.

Таблица № 2: Метрическая левосторонняя плашка на 14 мм
Пример. Плашками G ½ и G ¾ нарезают резьбу на полдюйма и три четверти дюйма, соответственно. Эти инструменты — наиболее распространенные и подходят для изготовления труб в системах горячего и холодного водоснабжения. Размеры изделий варьируются от 1/8 до 2 дюймов.
Трубные конические
Применяются для выполнения резьбы под конус. Нашли применение в производстве систем отопления и станков. В маркировке изделия есть буква К.

Фотография № 4: Трубная коническая плашка
Можно ли изготовить метчикодержатель самостоятельно?
Изготовление метчикодержателя своими руками – процесс весьма трудоёмкий. Его можно облегчить, если попытаться восстановить имеющееся, но изношенное приспособление: ведь потеря размеров сухарных планок обычно происходит гораздо быстрее, чем у остальных деталей. Перед работой следует оценить прочность корпуса, особенно, если он изготовлен не из стали, а из литого алюминиево-магниевого или цинкового сплава. Наличие микротрещин – преграда непреодолимая.
Если корпус находится в хорошем состоянии, то дальнейшие работы ведутся в следующей последовательности:
- Проектируются и изготавливаются две сухарные планки под зажим метчика, который соответствует параметрам ГОСТ 3266 или DIN Одна планка выполняется сплошной (она будет неразъёмной), а вторая снабжается отверстием под регулировочный винт.
- Из среднеуглеродистой стали типа сталь 45 вытачивается подвижная ручка, на противоположном конце которой устраивается сплошная насечка. Посредине насечки сверлится отверстие под вращающую рукоятку.
- В боковой части корпуса выполняется резьбовое отверстие под фиксирующий гужон (он не должен быть крупнее М3,5).
- При необходимости изготавливаются сменные удлинители, которые пригодятся, если предстоит нарезать глубокую резьбу в деталях из закалённой стали. По соображениям безопасности, удлинитель должен быть выполнен из цементуемой стали типа сталь 20 или из высокоуглеродистой пружинной стали марки 60С2.
Неразъёмный метчикодержатель изготовить своими руками значительно проще. В призматической вставке, размеры которой соответствуют отверстию корпуса метчикодержателя, фрезеруется квадрат 8×8, а для ручек приспосабливается любой некалёный стальной стержень (и в этом случае не забываем о поверхностных насечках!).
Цены на поворотные метчикодержатели отечественного производства (бренд Matrix) с трещоткой варьируются в пределах 500…800 руб. (в зависимости от размера посадочной части). Цена импортных воротков от торговой марки Stayer (Австрия) стартует от 2500 руб., хотя практически особой разницы в качестве не ощущается.
Как выбрать метчик для резьбы
Далее расскажем, как выбрать метчик для резьбы. В процессе учитывают основные характеристики:
- система измерения диаметра (дюймовая, метрическая);
- число заходов инструмента (один, два, три);
- форма профиля (прямоугольная, трапециевидная, треугольная);
- сторона, в которую вращается винт (левая, правая);
- размещение резьбы на детали (внутри, снаружи);
- форма детали (конусовидная, цилиндрическая).
Если для исправления сорванной резьбы в основном используют одиночные изделия, то для создания новой берут комплекты. В них виды метчиков для нарезания резьбы определяются как черновой, средний и чистовой.
Изображение № 3: Стандартный набор метчиков из трех инструментов
Первый предназначен для нарезания черновой резьбы, второй для ее углубления, третий — для доведения до конечного (чистового) вида
Чтобы отличить одно изделие от остальных в наборе, обратите внимание на форму рисок хвостовых частей
- Первый метчик имеет обрезанные верхушки зубьев, внешний диаметр меньше, чем у остальных инструментов в наборе.
- Второй с короткими зубными сегментами, имеет удлиненные гребни. Диаметр среднего метчика чуть больше, чем чистового.
- Третий имеет полный гребень зубцов и совпадает по диаметру с габаритами будущей резьбы.
При вычислении будущего диаметра отверстия пригодится формула:
D отверстия = D метчика * 0,8
Далее при выборе ориентируйтесь на таблицу.
Таблица № 3: Соответствие диаметров резьбы и подготовительных отверстий
Виды по конструкции
По своему конструктивному исполнению метчики также подразделяются на различные виды. Так, в зависимости от данного параметра различают инструменты:
- со стружечными канавками укороченной длины, которые также называют бесканавочными (конструкция таких метчиков специально разработана для того, чтобы нарезать резьбу в деталях из вязких низкоуглеродистых сталей, алюминиевых сплавов, а также высокопрочных легированных сталей);
- с канавками, расположенными по винтовой линии (устанавливают такие инструменты на обрабатывающие центры и используют для нарезки глухой резьбы);
- с режущими зубьями, размещенными в шахматном порядке (за счет того, что режущие зубья на калибровочной части такого инструмента срезаны через один, удается добиться уменьшения силы трения при обработке);
- ступенчатого типа с рабочей частью, разделенной на два участка, каждый из которых выполняет свою функцию (например, есть ступенчатые метчики, первый участок которых работает по генераторной схеме, а второй – по профильной; у ступенчатых инструментов других типов первый участок выполняет режущую функцию, а второй – выглаживающую);
- комбинированные (это фактически два инструмента в одном: их режущая часть, выполненная в единой конструкции, начинается со сверла, а заканчивается метчиком);
- метчики-протяжки, используемые для нарезания резьбы в сквозном отверстии любого диаметра (с их помощью резьба нарезается на токарных станках, в патроне которых закрепляется обрабатываемая деталь, а в резцедержателе – хвостовик используемого инструмента; перемещение метчика в процессе нарезания резьбы обеспечивается автоматической подачей суппорта станка, а вращение обрабатываемой детали – вращением шпинделя);
- с внутренней полостью, за счет которой происходит охлаждение инструмента в процессе обработки (использование таких метчиков, установленных на специализированном или многооперационном оборудовании, позволяет значительно повысить производительность нарезки резьбы);
- колокольные (такие метчики используются для нарезания внутренней резьбы большого диаметра (50–400 мм) и имеют сборную конструкцию, состоящую из отдельных режущих элементов).
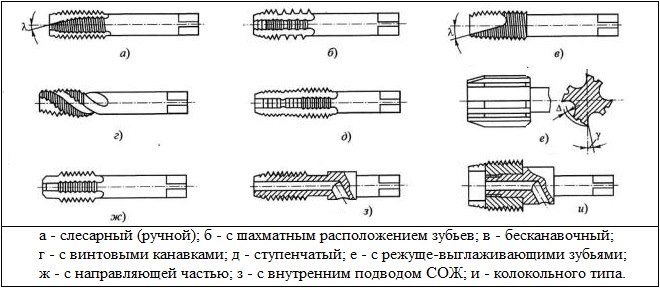
Конструкции основных типов метчиков
Конструктивно все перечисленные выше метчики настолько различаются между собой, что отличить их друг от друга можно даже по фото.
Металл для изготовления
Для различных видов плашек , метчиков, других металлорежущих инструментов используют углеродистые стали популярных марок У10А и У12А. Их закаливают до получения твердости HRC 60-62 единицы. Такой показатель делает их наиболее стойкими при резании металла и других твердых материалов.
Читать также: Входные двери с рисунком
Намного лучшие показатели красностойкости у инструментальной стали с добавлением легирующих элементов:
Металлорежущие инструменты, изготовленные из подобного материала, например, плашка для нарезания резьбы или метчик протяжка, обладают более высокими режущими свойствами. Обрабатываемость намного лучше, чем у углеродистых сталей. Красностойкость с легирующими добавками также имеет отличные показатели.
Фото метчиков для нарезания резьбы
Также рекомендуем просмотреть:
- Как выбрать набор гаечных ключей
- Как пользоваться стуслом
- Набор головок с трещоткой
- Как сделать трубогиб своими руками
- Обзор современных трубных ключей
- Шарнирный вороток
- Как сделать кувалду своими руками
- Виды плашек для нарезания резьбы
- Пистолет для забивания гвоздей
- Как выбрать стамеску
- Какой выбрать напильник
- Труборез для стальных труб
- Как выбрать ножовку по металлу
- Как выбрать ножовку по дереву
- Шестигранные ключи
- Как выбрать хорошие кусачки
- Виды отверток и их назначение
- Сантехнический трос для прочистки канализации
- Виды молотков
- Какой колун лучше выбрать
- Как выбрать хороший ручной рубанок
- Отличия между плоскогубцами и пассатижами
- Инструкция как сделать топор своими руками
- Современные бокорезы
- Как выбрать хорошие круглогубцы
- Инструкция как выбрать и применять порошковый огнетушитель
- Как выбрать разводной ключ
Помогите сайту, поделитесь в соцсетях 😉
Государственный стандарт (ГОСТ)
При изготовлении метчиков производители руководствуются чертежами, разработанными с учетом требований ГОСТ. Помимо размеров, стандартами регламентируются твердость рабочей части, степень ее биения, допуски. Точность резки зависит от класса точности метчика по ГОСТ.
При изготовлении метчиков руководствуются требованиями ГОСТ.
Классы точности
Этот параметр устанавливается для приспособлений с учетом полей допуска среднего диаметра резьбы. Для инструментов метрического типа существуют 4 класса точности. Приспособления класса 1, 2, 3 изготавливаются со шлифованным резьбовым профилем, класса 4 – с нешлифованным. Метчики 4-го класса предназначены для работы вручную. Инструменты классов 1, 2, 3 бывают машинно-ручными и гаечными. Трубные устройства могут иметь класс точности В1, А2, А3, дюймовые – C и D.
Маркировка
Характеристики метчика можно определить, посмотрев имеющиеся на нем надписи. В маркировке приспособления указываются по порядку:
- размер и тип резьбы;
- класс точности.
На левосторонние инструменты добавляется пометка LH. Бывает так, что резьба приспособления отличается мелким или крупным шагом, не являющимся стандартным. В этом случае после показателя диаметра резьбы проставляется параметр этого шага. Стандартный шаг на метчиках в маркировках не указывается. Если устройство сделано из нержавейки, в отметке дополнительно присутствует обозначение HSS.
В маркировке приспособления может содержаться дополнительная информация:
- резьбовой сбег;
- шаг канавок;
- марка стали, использованной для изготовления;
- группа применения;
- угол канавок;
- внутреннее охлаждение;
- вращение канавок;
- номер партии производителя.
В маркировке содержится информация об изделии.
Наносятся отметки на хвостики метчиков.
Маркировка
Маркировка метчиков начинается с буквы, обозначающей тип резьбы. М для метрической; G для трубной; Tr для трапецеидальной. Метчики для дюймовой резьбы маркируются без буквы.
Особенности маркировки метчика для нарезки резьбы
Далее идет диаметр в миллиметрах для метрической и в дюймах с целыми долями для дюймовой
Если резьба имеет нестандартный шаг — следующим идет обозначение шага в миллиметрах или в витках на дюйм.
Если метчик выполнен из закаленной нержавеющей стали — к маркировке добавляют HSS (Hardened Stainless Steel)
Для метчиков левой резьбы в конце маркировки добавляют LH (Left Hand).
Как выкрутить сломанный метчик
Способов на самом деле немного.
-
Экстрактор. Классические экстракторы для сломанных болтов и шпилек тут не помогут.
Высверлить отверстие в метчике практически невозможно, по причине его исключительной твердости. Необходимо специальное устройство.
Специальные направляющие заводятся в пазы застрявшего метчика, прижимаются втулкой к стержню, и метчик выкручивается обычным ключом;
- Точечная сварка. К метчику приваривается Г-образный стальной стержень. После прихватывания наконечник легко выкручивается;
- Вытравливание кислотными составами. Если метчик сломался в цветном металле – можно вытравить его кислотой. Применение соляной или серной кислот опасно для здоровья, поэтому необходимо использовать лимонную или щавелевую. В отверстие заливается раствор, и производится нагрев. Метчик интенсивно корродирует, и через какое-то время его можно извлечь.
А в заключение видео информация по нарезанию внутренней резьбы метчиком.
Критерии выбора метчика: на что обратить внимание
Таким образом, при покупке метчика стоит ориентироваться на такие его характеристики:
- способ применения – ручной, машинно-ручной или машинный;
- размер резьбы;
- тип стали, использованной при производстве приспособления;
- профиль создаваемой резьбы;
- направление вращения инструмента.
При подборе устройства следует учитывать и параметры материала той заготовки, внутри которой будет наноситься резьба. Приспособление должно быть сделано из подходящей по качеству стали.
При выборе метчика обращайте внимание на размер резьбы. Приобретать инструменты лучше в комплекте, чтобы иметь возможность создавать резьбу в 2 или 3 прохода
Комплексный подход позволяет выполнять резьбу максимально качественно
Приобретать инструменты лучше в комплекте, чтобы иметь возможность создавать резьбу в 2 или 3 прохода. Комплексный подход позволяет выполнять резьбу максимально качественно.
Другая характеристика, на которую стоит ориентироваться при выборе приспособления, – это диаметр отверстия в заготовке.
Типы нарезаемой резьбы
Используя метчики разных категорий, как и различные виды плашек, можно формировать на внутренних поверхностях деталей резьбу различных типов. В зависимости от типа нарезаемой резьбы метчики подразделяются на следующие категории.
Это метчики, при помощи которых нарезаются метрические резьбы. Нарезаемый элемент резьбы в таких случаях имеет форму равнобедренного треугольника, а все ее параметры измеряются в миллиметрах. В маркировке таких метчиков содержится буква «М». Для подбора метчиков метрических и диаметра подготовительного отверстия используется специальная справочная таблица.
Рабочая часть таких метчиков имеет коническую форму. Диаметр дюймовых инструментов измеряется в дюймах, а шаг – в количестве ниток на один дюйм (25,4 мм). Уклон средней поверхности метчиков данного типа составляет 1°47’24».
Сюда относятся цилиндрические и конические метчики, используемые для нарезки резьбы в элементах трубных соединений.
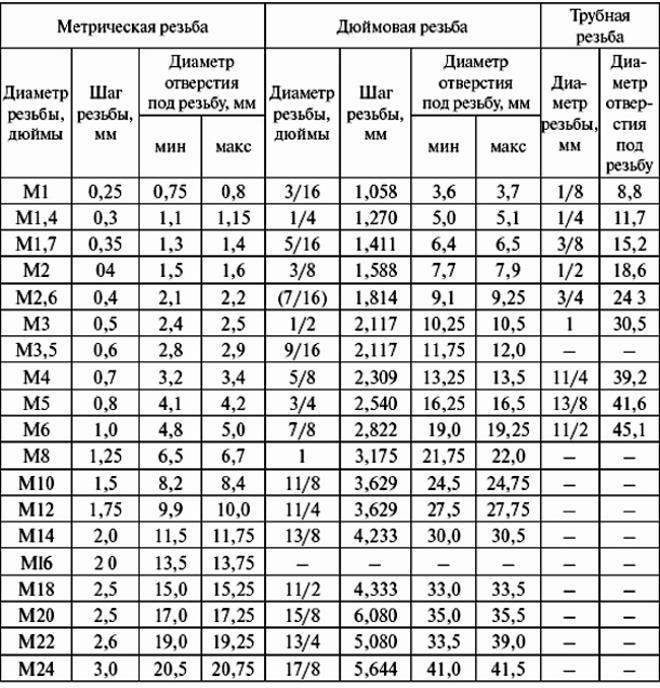
Таблица 1. Параметры метчиков и размер отверстия под резьбу
Метчики можно использовать для получения отверстий как с правой, так и с левой резьбой. Метчики для левой резьбы, если сравнивать их в реальности или по фото с инструментами правого типа, отличаются от последних только направлением подъема винтовой линии своей режущей части.
Применение метчика
Прежде чем приступить к резьбонарезанию, надо определить диаметр подготовительного отверстия и выполнить его сверление. Для облегчения этой задачи был разработан соответствующий ГОСТ, который содержит таблицы, позволяющие точно определить диаметр отверстия под резьбу. Эти сведения позволяют легко подобрать размер сверла.
Читать также: Не работает отпариватель в утюге
Для нарезания резьбы метрического типа на внутренних стенках сделанного сверлом отверстия используется метчик – винтообразный инструмент с режущими канавками, выполненный в виде стержня, который может иметь цилиндрическую или коническую форму. На его боковой поверхности есть специальные канавки, расположенные вдоль его оси и разделяющие рабочую часть на отдельные сегменты, которые называются гребенками. Острые края гребенок как раз и являются рабочими поверхностями метчика.
Метчик: конструкция и параметры
Чтобы витки внутренней резьбы получились чистыми и аккуратными, а ее геометрические параметры соответствовали требуемым значениям, ее надо нарезать постепенно, путем поэтапного снятия тонких слоев металла с обрабатываемой поверхности. Именно поэтому с данной целью используют либо метчики, рабочая часть которых по длине разделена на участки с различными геометрическими параметрами, либо наборы таких инструментов. Единичные метчики, рабочая часть которых имеет одинаковые геометрические параметры по всей своей длине, нужны в тех случаях, когда необходимо восстановить параметры уже имеющейся резьбы.
Минимальным набором, при помощи которого можно достаточно качественно выполнить обработку отверстий под резьбу, является комплект, состоящий из двух метчиков – чернового и чистового. Первый срезает со стенок отверстия под нарезание метрической резьбы тонкий слой металла и формирует на них неглубокую канавку, второй не только углубляет сформированную канавку, но и зачищает ее.
Разновидности метчиков для резьбы и их отличия
Минимальный комплект метчиков
Комбинированные двухпроходные метчики или наборы, состоящие из двух инструментов, используются для резьбонарезания в отверстиях небольших диаметров (до 3 мм). Для обработки отверстий под метрическую резьбу большего диаметра необходимо использовать комбинированный трехпроходной инструмент или набор, состоящий из трех метчиков.
Для манипуляций с метчиком применяется специальное приспособление – вороток. Главным параметром таких приспособлений, которые могут иметь различное конструктивное исполнение, является размер посадочного отверстия, который должен точно совпадать с размером хвостовика инструмента.
Некоторые разновидности воротков для метчиков
При использовании набора из трех метчиков, отличающихся как своей конструкцией, так и геометрическими параметрами, следует строго соблюдать последовательность их применения. Отличить их друг от друга можно как по специальным рискам, нанесенным на хвостовики, так и по конструктивным особенностям.
- Метчик, которым отверстие под нарезание метрической резьбы обрабатывается в первую очередь, отличается минимальным диаметром среди всех инструментов набора и режущими зубьями, верхняя часть которых сильно обрезана.
- Второй метчик имеет более короткую заборную часть и более длинные гребни. Его рабочий диаметр занимает промежуточное значение между диаметрами остальных инструментов из набора.
- Третий метчик, которым отверстие под нарезание метрической резьбы обрабатывается в последнюю очередь, характеризуется полными гребнями режущих зубцов и диаметром, который должен точно соответствовать размеру формируемой резьбы.
Комплект из трех метчиков
Метчики используются преимущественно для нарезания резьбы метрического типа. Значительно реже, чем метрические, применяются метчики, предназначенные для обработки внутренних стенок труб. Они в соответствии со своим назначением называются трубными, а отличить их можно по букве G, присутствующей в их маркировке.
Метчик для нарезки
Метчиком называют слесарно-токарное режущее устройство, сделанное в форме стержня с установленным на нем режущим элементом.
Резчик используют для создания внутренней резьбы в разных металлических деталях, трубе, а также его можно использовать для того, чтобы восстановить поврежденную ранее резьбу.
Резчик имеет рабочую и хвостовую часть. Рабочая часть включает два участка: для резки и для калибровки.
На этом участке установлены также резцовые зубья, которые охватывают участок по всей окружности. Участок калибровки отвечает за окончательное формирование детали.
Он выглядит как цилиндр, оснащенный зубьями, и продолжает собой участок для резки.
Он более длинный, а его рабочий элемент разделен канавками, нужными для того, чтобы создавать резцы и выводить стружку.
Количество канавок зависит от размера метчика с клуппом – в устройствах, не превышающих 22 мм, их обычно три. Бывают и специальные метчики, в которых канавки отсутствуют.
В тех устройствах, где они есть, канавки могут иметь прямую, либо винтообразную форму.
Задняя часть метчика имеет цилиндрическую форму, на конце ее находится квадрат, который необходим для возможности фиксации к крепежному инструменту.
Метчики с клуппом бывают двух типов: ручной или машинный. Ручные устройства прикрепляются к ручным держателям и предназначены для создания внутренней резьбы.
Машинные аппараты устанавливают на патронные держатели токарных станков.
Перед тем как узнать, как нарезать резьбу метчиком, нужно определиться с ее типом. Резьба, которую можно сделать, может быть разной в зависимости от типа устройства.
Наиболее распространенной формой резьбы является метрическая – ее делают с помощью метрического инструмента.
Для создания резьбы с внутренней стороны водопроводной трубы, а также в трубе отопления, используют специализированные трубные метчики, ими же можно сделать усиленную резьбу в металлических деталях, а не только в элементах отопления.
Для создания конусообразной или дюймовой резьбы, нужно использовать специальный дюймовый метчик, который позволяет делать резьбу наименьшего размера.
Чаще всего можно встретить прочные стальные устройства с клуппом – они наиболее эффективные, прочные и долговечные.
Последние применяют для создания резьбы в несколько заходов. Обычно в комплект входит два метчика, один из которых называют чистовым, а второй – черновым.
В некоторых случаях сюда добавляется еще метчик для средней обработки. Количество деталей в комплекте всегда указано сзади, на части хвоста.
Комплектные метчики не одинаковы, они имеют разные формы зубьев: черновой имеет форму зуба трапеции, средний – треугольную, вершина у которой закруглена, а у чистового – это стандартный треугольник, имеющий острую вершину.
Нарезка резьбы заключается в создании выступа в отверстии, при этом линия выступа должна иметь винтовую форму.
Выступ возле стены в отверстии должен соответствовать заданным параметрам, чтобы резьбу можно было использовать: он должен иметь правильные шаг, подъемный угол, внешний и внутренний диаметр и т.д.
Также важным параметром является глубина, которую определяют, исходя из диаметра резьбы внутри и снаружи на трубе.
Вариантов, как правильно нарезать резьбу, может быть несколько.
Видео:
Направление резьбы в трубе может быть разным, в зависимости от необходимости: она может быть направлена вправо, при этом выступ развивается по часовой стрелке, либо иметь левую направленность, тогда выступ будет следовать против часовой стрелки.
Существует две возможных формы профиля: прямоугольная или треугольная, а также специальные дополнительные формы, но их используют в основном на производстве, и почти никогда в домашних условиях.
Подготовка к нарезанию внутренней резьбы
Чтобы резьба нарезалась без проблем, необходимо тщательно подготовить отверстие.
Сверло должно соответствовать материалу детали, быть правильно и хорошо заточено. Угол заточки должен быть не более 140°. Это позволяет избежать перегрева и невольной термообработки материала детали, приводящей к ухудшению качества резьбы.
Сверло должно быть тщательно закреплено, нужно исключить биение как сверла в патроне, так и самого патрона.
При высверливании глухих отверстий нужно тщательно контролировать глубину и обязательно дать припуск по глубине относительно заданной глубины нарезки — даже самый лучший метчик не нарежет резьбу до конца.
Потребуются следующие инструменты и принадлежности:
- Низкооборотный сверлильный станок. Использование ручных дрелей не рекомендуется.
- Подобранное по таблице сверло.
- Сверло большего диаметра (примерно в два раза) для зенковки.
- Набор метчиков с воротком.
- Тиски для закрепления детали.
- Керн и молоток.
- Минеральное масло для смазки метчика и отверстия во время работы.
- Протирочный материал.
Правила нарезания трубной резьбы в целом совпадают с вышеизложенными, лишь для нарезания больших диаметров используется специальная оснастка для более точной центровки




