Что влияет на выбор сварочного тока
Содержание:
- Схематичный принцип работы сварочного инвертора
- Лучшие недорогие генераторы
- С каких электродов лучше всего начинать новичку?
- Процесс сварки
- Как зажечь электрод
- Особенности
- Преимущества этих марок электродов
- Техника сварки
- Как выбрать электрод для сварки. Инструкция для чайников
- Отличие электродов для постоянного и переменного тока
- Особенности работы с оцинкованной сталью
- Сварка оцинковки
- Критерии выбора оборудования и материалов
- Техники и методы сварки тонких листов металлов
- Самые популярные модели:
Схематичный принцип работы сварочного инвертора
Логика здесь следующая:
- — Переменный ток, имеющий частоту 50 Гц от обычной бытовой сети подаётся на выпрямитель;
- — Далее постоянный (уже выпрямленный) ток сглаживается специальным фильтром — так называемым дросселем с конденсатором;
- — Затем, отфильтрованный ток преобразуется инвертором обратно в переменный, но с другой частотой;
- — Силовой трансформатор снижает это напряжение до 70-90 вольт, увеличивая при этом силу тока до 100 -220 ампер;
- — Высокочастотный выпрямитель снова преобразует переменный ток в постоянный и опять через фильтр направляет уже на дугу;
- — Все описанные выше процессы перехода тока из одного состояния в другое, контролирует электронный блок управления.
Схема сварочного инвертора
Видите как всё «до безобразия просто». Да да, скажет кто-то, куда же ещё проще?..
Лучшие недорогие генераторы
Чтобы вам было проще подобрать генератор для сварочного аппарата, мы дополнительно расскажем о четырех качественных моделях для дома и гаража. Это не рейтинг, а скорее список отличных генераторов, которые хорошо зарекомендовали себя при работе в различных условиях.
Huter DY6500L
Генератор Huter DY6500L — это отличный помощник в хозяйстве. Его мощность составляет 5 кВт, этого достаточно для питания маломощного инвертора, выдающего до 150 Ампер. Это синхронный генератор, работающий на бензиновом топливе. Для полноценной работы рекомендуется использовать бензин марки не ниже АИ-92. Также эта модель может работать на пропане. Бак емкостью 22 литра.

Huter DY6500L запускается с помощью ручного стартера. Есть встроенная система принудительного охлаждения, она воздушного типа. Вес генератора около 80 кг, что немало. Но два или три человека смогут перенести его в нужное место без особых проблем.
BRIMA LT 8000 B
Также для сварки инвертором мы рекомендуем модель LT 8000 B от известного немецкого бренда BRIMA. Его мощность чуть больше, чем у предыдущего генератора — 6 кВт. Но это его номинальная мощность. А максимальная составляет все 6.5 кВт. Однако, помните, что мы не рекомендуем постоянно использовать генератор а пределе его возможностей. Модель LT 8000 B пригодится тем, у кого аппарат выдает до 180 Ампер сварочного тока.

Это так же бензиновый генератор. Емкость бака — 25 литров. Работает от надежного двигателя типа 190F. Он четырехтактный, оснащен принудительным воздушным охлаждением. Запуск осуществляется с помощью встроенной электроники. Генератор способен без перерыва проработать до 8 часов, затем ему необходим перерыв, чтобы избежать перегрева.
С каких электродов лучше всего начинать новичку?
Для изучения сварки новичкам рекомендуется использовать рутиловые электроды. Это одни из самых лучших электродов, которые обладают массой преимуществ в отличие от электродов с основным покрытием.
Первое что приходит на ум, варить рутиловыми электродами можно как на переменном, так и на постоянном токе. Стабильность горения дуги обеспечивает специальное рутиловое покрытие, которое состоит на более чем 50% из двуокиси титана.
Рутиловые электроды хорошо разжигаются, они не так сильно требовательны к подготовке свариваемых изделий. То есть, в отличие от электродов с основным покрытием, рутиловыми электродами можно варить даже ржавый и неочищенный металл.
Кроме того, рутиловый электрод удобно использовать повторно. Он также хорошо разжигается, как и в первый раз. Ну и, пожалуй, самое главное достоинство в том, что при сгорании рутиловые электроды выделяют гораздо меньше вредных веществ.
Наплавленный шов рутиловыми электродами отличается высокой ударной прочностью и стойкостью. Сам же электрод в процессе сгорания имеет низкий коэффициент разбрызгивания металла, что доставляет больше удобств начинающему сварщику в работе.
Процесс сварки
Технология сварки электродом состоит из нескольких этапов. Электрод подключают к сварочному аппарату для получения переменного тока. Если предполагается использовать постоянный ток, то потребуется выпрямитель. При касании электродом металла или чирканьем по нему появляется электрическая дуга. Ее сверхвысокая температура обеспечивает расплав металла и конца стержня с обмазкой.
Одним из обстоятельств, как правильно делать сварку электродом, является грамотное его подключение. При подсоединении к изделию анода будет происходить ручная сварка с прямой полярностью. Если подсоединить отрицательный полюс, то полярность будет обратная. Подключать электрод прямым или обратным способом зависит от толщины изделия. Для тонких металлов применяют обратное включение, а при толщине более 0,3 см — прямое.
Методика сварки электродом требует выбора правильного тока на сварочном аппарате. Устройство имеет два кабеля — один с зажимом, а второй с держателем для электрода. Зажав надежно электрод в держателе, зажигают дугу касанием или чирканьем.
При методе касанием электрод держат перпендикулярно по отношению к свариваемой поверхности. Коснувшись, его отводят на небольшое расстояние. Чирканье осуществляется плавным движением, а затем электрод так же отводят в сторону. В случае, когда зажигание дуги не произошло, надо попробовать увеличить силу тока.
Перед тем, как варить электродом, следует правильно выбрать его диаметр, что находится в прямой зависимости от толщины металлических деталей. Допустим, что необходимо сварить изделия, поперечный размер которых составляет 3 мм. Из таблицы видно, что для принятия решения, как правильно варить электродом 3 мм, выбирают электроды, имеющие диаметр величиной от 2 до 3 мм.
Методика, как правильно варить электродом, говорит о том, что по мере постепенного сгорания его постоянно приближают к металлической поверхности. Если произойдет залипание, то следует оторвать проводник, покачивая его в разные стороны.
Как зажечь электрод
Чтобы научиться варить электродом, сперва нужно добиться, чтобы он не прилипал к металлу. Конечно же, современные инверторы имеют защиту от прилипания электрода, но все же, нужно знать, как правильно зажечь электрод.
Сделать это можно постукиванием о металл или чирканьем. Если электрод никак не зажигается, то просто попробуйте его сначала прогреть. Для этого проведите концом электрода по металлу, и он обязательно загорится.
После этого важно сохранить сварочную дугу, поскольку если сильно высоко поднять электрод, то дуга погаснет. Нормальное расстояние между электродом и поверхностью металла должно составлять около 3 мм
При увеличении длины сварочной дуги металл начинает быстро плавиться, поэтому могут образовываться прожоги и наплывы металла.
Особенности
Правила, по которым осуществляется сварка тонкого металла посредством инверторного аппарата, существенно отличаются от рекомендуемых для толстостенных изделий. В первую очередь учитываются сложности, вызванные спецификой поведения металла под действием электротехнических сил. Однако у технологии есть и свои плюсы. Разберем эти нюансы более детально.
Сложности
При сварном соединении инвертором двух металлических заготовок толщиной 2-3 мм и меньше, возникает следующий ряд специфических трудностей:
- Тонкое металлическое изделие прогорает при перегреве. По этой причине процедура стыковки должна проводиться как можно скорее, но без нарушения качества. При длительной обработке заготовка если не прогорит, то искривится. Поэтому электрод должен проводиться исключительно по направлению шва – без малейших отклонений.
- Параметры силы тока должны иметь минимальное значение. Как следствие, дуга становится короткой. Малейшее увеличение расстояния приводит к ее погасанию. В некоторых случаях она может долго не разжигаться. Под такие условия подбирается сварочный аппарат с показателем холостого напряжения не менее 70 вольт и возможностью постепенного изменения силы тока, начиная с 10 ампер.
Ответственная сварка тонкостенных изделий Источник aqua-rmnt.com
- Искривление при чрезмерном нагреве. Малейшее увеличение температуры приведет к искривлению листа. Лучший способ не допустить этого – максимально тщательно выбирать параметры сварки и контролировать степень накала. Кроме того, если ситуация позволяет, то применяются специальные термоотводящие материалы, аккуратно подкладываемые снизу шва.
- Непровары на лицевой и наплывы с обратной стороны. Этими дефектами часто характеризуется сварка тонкого металла инвертором для начинающих. Если все выше приведенные недостатки можно в той или иной степени нивелировать правильным подбором параметров, условий и инструмента, то эти два полностью зависят от навыка мастера. Не проваренные или пропущенные места часто являются следствием спешки сварщика, наплывы – напротив, чрезмерного старания. В обоих случаях нужно корректировать технику.
Преимущества
Инверторная сварка – наилучший, современный и доступный способ, как варить тонкий металл. При соблюдении всех условий технологии шов получается весьма качественным, прочным, герметичным, долговечным, незаметным при последующей доработке и нанесении покрытия. С его помощью допустимо сваривать тонкостенные конструкции различного назначения – к примеру, автомобильные кузова и детали, емкости, трубы. Единственный общий недостаток инверторных сварочных технологий – нестабильность при отрицательной температуре окружающей среды.
Сварка оцинковки
Существует единственный способ, как варить тонкий металл электродом 3 мм, когда заготовки покрыты слоем цинка, это инверторная сварка с предварительной зачисткой поверхностного слоя в месте стыковки. Процедура выполняется несколькими методами:
- Механическим. Для этой цели применяются шлифовальные машинки, абразивные круги, щетки со стальной щетиной, наждачная бумага.
- Термообработка сваркой. Цинковое наслоение выжигается двойным проходом электрода вдоль всей траектории шва с обязательной последующей отбивкой образуемого шлака.
Правила ведения электрода при тонкостенной сварке Источник stroy-podskazka.ru Другой особенностью сварки оцинкованных изделий является необходимость создания двойного шва:
- Первый проход выполняется рутиловым электродом с наименьшей амплитудой.
- Второй проход финишный, облицовочный. Осуществляется основным электродом с шириной шва, равным 3-х-кратному диаметру инструмента.
Преимущества этих марок электродов
Сварочные электроды АНО прекрасно подходят начинающим сварщикам, так как они легко зажигаются и не требуют предварительной прокалки.
- Легкость сварки. Действительно, тормозить процесс могут электроды, состав которых не предназначен для той или иной стали.
- Качество шва. В наружной и герметичной работе это самый важный фактор. Сварка должна быть безупречной. Качественные электроды позволяют получить швы плоские или вогнутые.
- Отделимость шлака. Если начать отбивать его, можно тут же выяснить качество сварки предоставленными электродами. Плохой шов отлетит вместе со шлаком, и умение сварщика тут ни при чем.
- Допустимость сварки по коррозионному металлу. Это, конечно, допускается редко, но бывает. В этом случае сварка такими электродами показывает хороший результат.
- Сварка должна быть признана по санитарным нормам – такими электродами можно пройти проверку.
Техника сварки
Сваривание тонколистового железа требует грамотного подвода краев пластин друг к другу. Соединение в стык часто приводит к прожогам, и подходит только для опытных сварщиков. Если есть возможность, стоит расположить пластины внахлест. Это создаст некоторое основание для наплавляемого металла, и не позволит прожечь все изделие. Электрод в этом случае направляется преимущественно на нижнюю пластину, т. к. иное положение приведет к подрезам верхней стороны.
При соединении в стык разделка кромок не выполняется. Потребности в зазоре тоже нет. Необходимо максимально плотно свести торцы деталей и выполнить прихватки. Невысокая сила тока и тонкие электроды значительно облегчаю работу. Далее варить можно несколькими способами:
- Выставить малый ток и быстро вести шов без колебательных движений, строго по линии соединения.
- Приподнять силу тока немного выше, но вести шов прерывистой дугой, давая металлу время остыть, перед очередной «порцией» присадки.
- Варить вышеописанными способами, но с использованием специальной подложки, для поддержания разогретого участка и избежания проваливания. Металлический стол здесь не подойдет, поскольку изделие может частично привариться к нему. Хорошей альтернативой будет графитовая подкладка.
- Для предотвращения сильной деформации накладывать швы в шахматном порядке, либо небольшими участками (по 100 мм). При последнем методе заканчивать следующий шов необходимо на месте начала предыдущего. Это позволит равномерно нагреть изделие по всей длине, и минимизировать деформацию.
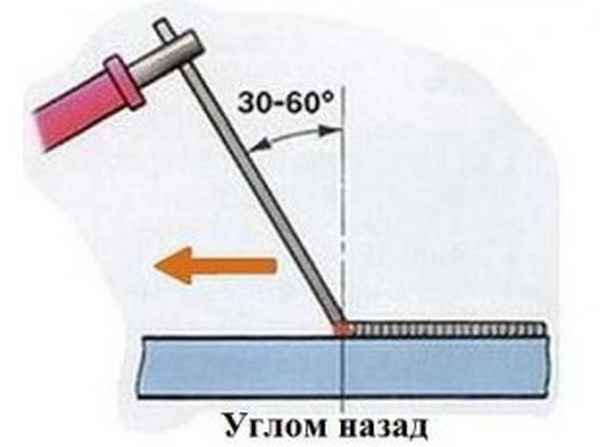
Сварка ведется короткой дугой, что позволяет быстро сформировать шов и избежать перегрева участка. Увеличение дистанции между концом электрода и поверхностью, визуально не дает прожечь пластины, но не содействует образованию сварочного валика. Электрод держится на себя под углом 45 градусов, или под наклоном в сторону. Прямого угла следует избегать, т. к. это ведет к прожогам.
https://www.youtube.com/watch?v=P2CzIuF_VhQ
Как выбрать электрод для сварки. Инструкция для чайников
Это статья из серии экспресс-уроков Свар-EXPRESS. Темы урока: какой диаметр электрода нужен под конкретную толщину металла; какой сварочный ток выставлять для каждого случая; что такое полярность сварки.
| Инженер-сварщик Евгений Евсин |
Выбор сварочного электрода, для начинающего сварщика может стать проблемой. Например, какой диаметр электрода нужен под конкретную толщину металла, или какой сварочный ток выставить для получения прочного шва? Постараемся ответить на эти вопросы. Для начала разберёмся, что такое электрод и для чего нужна обмазка.
Выбирая электрод следует обратить внимание на состав сердечника, который должен быть схож со свариваемым металлом. Так существуют специальные электроды для углеродистых, легированных, высоколегированных сталей, электроды для работы с нержавейкой, жаростойкими сталями, для работы с алюминием или чугуном
Рутиловые электроды подойдут для работы на постоянном или переменном токе. Они отличаются лёгким поджигом и малым разбрызгиванием металла. Электроды могут работать с аппаратами обладающими низким значением напряжения холостого хода.
При использовании электродов с кислым покрытием – можно добиться лёгкого отделения шлака, однако пользоваться подобными электродами в замкнутом пространстве не рекомендуется – они достаточно вредны для здоровья сварщика. Ещё один момент – электроды с рутиловым и кислым покрытием рекомендуется использовать при сварке аппаратами с напряжением холостого хода 50 (+/- 5) вольт.
Самыми распространёнными электродами с основным покрытием являются УОНИ 13/55. Данные электроды предназначены для углеродистых и низколегированных сталей. Как сказано в описании данных электродов, они рекомендуются для сварки ответственных конструкций, швы, сваренные с помощью УОНИ 13/55 отличаются пластичностью и стойкостью к ударным нагрузкам. Изделия, сваренные УОНИ 13/55 могут эксплуатироваться в условиях низких температур.
УОНИ 13/55 – предназначены для сварки только постоянным током на обратной полярности – о которой мы расскажем чуть позже.
Самым распространённым представителем рутиловых электродов можно назвать электроды марки МР-3. Они предназначены для работы с углеродистыми и низколегированными сталями.
Кроме двух самых распространённых марок электродов для работ с конструкционной сталью, новичкам можно рекомендовать электроды российского производства ОЗС-12 и АНО-4. А для сварки нержавейки электроды зарубежных производителей ОК 63.34, ОК 61.30 или отечественные электроды ЦЛ-11. Подобные электроды, так же могут понадобиться домашнему мастеру.
Большая часть инверторов для ручной дуговой сварки работает с постоянным током. На постоянном токе существует 2 варианта подключения полярности: прямая и обратная.
При сварке на плюсовом контакте выделяется больше тепла, а значит на обратной полярности лучше сваривать массивные детали, а на прямой тонкий металл (до 2 мм) или высоколегированную сталь, чтобы избежать их перегрева.
Диаметр электрода подбирают, ориентируясь на толщину металла заготовок. Для сварки металлов толщиной до 1.5 мм сварка электродами применяется крайне редко, для таких толщин лучше использовать полуавтоматы или аргонодуговую сварку.
Примерное соотношение толщины заготовок и диаметров электродов вы можете узнать из таблицы:
Следующий важный момент – какой ток необходимо выставить для электрода конкретного диаметра. Данную информацию можно узнать на упаковке электродов, или посмотрев следующую таблицу:
Так же начинающему сварщику, будет полезно знать, что сварочный ток можно подобрать из расчёта 20-30А на один миллиметр диаметра электрода. Т.е. для электрода диаметром 3мм, ток должен быть в приделах 80-110А, в зависимости от пространственного положения, толщины металла и количества проходов.
Точных и однозначных настроек тока не существует – каждый сварщик видит процесс по-своему, и в зависимости от собственных ощущений выставляет необходимые параметры тока.
Чем выше сварщик выставляет параметры тока, тем более жидкой и менее «управляемой» получается ванна. Задача сварщика – настроить аппарат таким образом, чтобы работа была комфортной, а сварочная ванна достаточной для провара и управления краями ванны.
Перейти в каталог:
Отличие электродов для постоянного и переменного тока
Сварочный ток бывает постоянного и переменного типа. В зависимости от вида напряжения используются соответствующие электроды, от которых зависят прочностные характеристики шва.
Но все же между стержнями для постоянного и переменного тока имеются определенные различия:
- стержни, которые предназначены для работ с использованием переменного тока, можно применять и при сварке с постоянным напряжением. По этой причине их считают универсальными электродами;
- расходники для постоянного напряжения нельзя применять при сваривании с применением переменного тока.
Однако стоит помнить, что изделия, которые входят во вторую группу, позволяют получить более качественное и прочное соединение. Обычно они применяются при осуществлении работ с высокой ответственностью.
Особенности работы с оцинкованной сталью
Оцинкованная сталь – это тонкий металл, который покрыт цинковым напылением. При работе с ним необходимо учесть несколько особенностей. Во-первых, детали нужно тщательно подготовить, расчищая напыление до чистой стали. Если этого не сделать, тогда соединение не получится. Так как цинк имеет совершенно другую температуру плавления, в сравнении со сталью.
Оцинкованный слой можно снять металлической щеткой или наждачной бумагой. Некоторые для этого используют абразивный круг. Все работы с цинком запрещено производить в закрытом помещении, так как его испарение очень вредно для организма.
Когда материал полноценно очищен до чистой стали, можно начинать процесс соединения деталей. При работе с оцинкованными трубами для получения качественного и надежного шва нужны будут два прохода разными электродами. Первый шов варят электродами с рутиловым покрытием, например, МР-3, АНО-4, ОЗС-4. При этом движения нужно совершать плавные и небольшие. Верхний шов — облицовочный стоит делать шире. Его ширина приблизительно равна трем диаметрам проводника
Тут важно не спешить и хорошо проваривать. Для этого используют электроды с основным покрытием (например,УОНИ-13/55, УОНИ-13/45, ДСК-50)
В завершение стоит отметить, что сварка жести – дело тонкое и кропотливое, требующее от сварщика определенных навыков в работе. Может осуществляться сварка тонкого металла полуавтоматом и вручную. Первым способом немного легче, потому что сварка тонким электродом вручную требует выполнения ряда условий, чтобы шов получился прочным и качественным.
Немаловажным моментом является тип спаивания. Сварка листового металла встык может быть реализована только в случае, если сварщик настоящий профессионал и правильно рассчитает силу тока, чтобы правильно соединить делали. В ином случае необходимо выбирать пайку внахлест. При этом уменьшается риск сквозного проплавления изделий
При инверторной методике важно правильно выставить силу тока. Тогда получится ровный и правильный шов
Сварка оцинковки
Оцинкованная сталь — та же тонкая листовая, только покрытая слоем цинка. Если вам необходимо сварить ее, на кромках под сварку придется это покрытие удалить полностью, до чистой стали. Есть несколько способов. Первый — снять механически: абразивным кругом на болгарке или шлифмашинке, наждачной бумагой и металлической щеткой. Есть еще способ — выжечь сваркой. В этом случае дважды проходят электродом проходят вдоль шва. При этом идет испарение цинка (он испаряется при 900°C), а его пары очень ядовиты. Так что эти работы проводить можно или на улице, или если на рабочем месте есть вытяжка. После каждого прохода нужно сбивать флюс.
Сварку оцинковки лучше проводить на открытом воздухе: испаряющийся цинк очень вреден
После полного удаления цинка начинается собственно сварка. При сварке оцинкованных труб для получения хорошего шва нужны будут два прохода разными электродами. Первый шов варят электродами с рутиловым покрытием например, МР-3, АНО-4, ОЗС-4. При этом колебания имеют очень небольшую амплитуду. Верхний шов — облицовочный делать шире. Он примерно равен трем диаметрам электрода
Тут важно не спешить и хорошо проваривать. Этот проход используют электроды с основным покрытием (например,УОНИ-13/55, УОНИ-13/45, ДСК-50)
Подробнее о выборе электродов для инверторной сварки читайте тут.
Критерии выбора оборудования и материалов
Перед началом любого обучения необходимо оборудовать сварочный пост домашнего умельца. В первую очередь это касается сварочных аппаратов и электродов, а затем уже переходить к азам.
Для проведения разовых работ можно арендовать сварочный аппарат у специализированных компаний, но если работы предстоит много, лучшим решением будет покупка надежного, с достаточным уровнем мощности агрегата.
Можно выполнить сварку газом, но это более затратный способ. Для различных целей промышленностью выпускаются следующие виды оборудования:
- сварочный аппарат (трансформатор), предназначен для преобразования переменного токов в сварочный ток большой силы. Дешевые аппараты для сварки могут сильно перегреваться даже при небольших нагрузках, да и сварочный ток они выдают неравномерный с большими перепадами;
- выпрямители преобразуют переменный ток сети в постоянный. Это наиболее производительные аппараты, обладающие хорошими характеристиками, но стоят они на порядок дороже;
- современные инверторы способны преобразовывать переменный ток в постоянный, они отличаются высокими производительными характеристиками при небольших габаритах и весе. На сегодняшний день это самый доступный, надежный вид сварочного оборудования, многие сварщики пользуются ими. Это оптимальный вариант для начинающих, на котором можно отрабатывать азы работы с электродами.
Начинающим надо знать, что для электродуговой сварки применяют электроды. Информация об электродах относится к азам обучения. От качества электрода и подходящего по составу сердечника зависит успех сварки.
Изделие достаточно простое по конструкции. Это стальная проволока из различных материалов и сплавов, с нанесенной на нее специальной обмазкой (покрытием).
Покрытие предотвращает попадание в сварочную ванну нежелательных газов. Для бытового использования наиболее подходят электроды с толщиной сердечника 3 мм. Ручная сварка очень тонкого листового металла производится электродами сечением 2 мм.
Техники и методы сварки тонких листов металлов
Иногда тонкие листы нужно сваривать под углом. В этом случае удобнее использовать метод отбортовки: кромки листа отгибают на необходимый угол, скрепляют короткими поперечными швами через каждые 5-10 см. После сваривают как говорилось выше: непрерывным швом сверху-вниз.
В видео показано, как варить тонкий листовой металл электродом при помощи сварочного инвертора. Используется метод отбортовки: края деталей отгибаются, потом прихватываются в нескольких местах короткими швами. После идет сварка тонким электродом толщиной 2 мм.
https://youtube.com/watch?v=WhtS9M_Ohog
Не всегда получается при сварке без отрыва избежать прожога. Тогда можно попробовать отрывать на несколько мгновений дугу, а затем снова опускать электрод в то же место и продвигать его еще на несколько миллиметров. Так, отрывая и возвращая дугу, и варить. При таком методе получается, что металл за время отрыва дуги успевает остывать. На видео вы увидите, как изменяется цвет места сварки после того, как электрод убрали. Главное — не дать металлу остыть лишком сильно.
Сварка тонкого металла с отрывом дуги продемонстрирована в первой части видео. Способ стыковки — внахлест (одна деталь перекрывается второй на 1-3 см), используется электрод с рутиловым покрытием (для конструкционных и низколегированных сталей). Затем показана сварка нержавейки нержавеющим электродом с основной обмазкой, и в завершение тем же электродом из нержавейки проварен стык черного металла. Шов, кстати, получился более качественным, чем при использовании рекомендованных электродов.
https://youtube.com/watch?v=7Zl6lPVKNkM
О выборе электродов для сварки инверторным аппаратом читайте тут.
Если при сварке тонкого металла не требуется создание непрерывного шва, используют точечный шов. При таком способе сварки небольшого размера прихватки находятся на небольшом расстоянии один возле другого. Такой способ называется прерывистым швом.
Так выглядит прерывистый шов на тонком металле
Вообще варить сваркой тонкое железо встык сложно. Внахлест проще: не так перегревается детали и меньше шансов, что все «поведет».
О типах сварных швов и соединений читайте тут.
При электросварке тонкого металла встык можно между листами проложить тонкую проволоку диаметром 2,5-3,5 мм (можно оббить обмазку на поврежденных электродах и использовать их). Ее располагают так, чтобы с лицевой стороны она была вровень с поверхностью металла, а с изнаночной выступала почти на половину диаметра. При сварке дугу ведут по этой проволоке. Она и принимает основную термическую нагрузку, а свариваемые листы металла прогреваются периферийными токами. При этом они не перегреваются, их не коробит, шов получается ровный, без признаков перегрева. После удаления проволоки с трудом удается рассмотреть следы того, что она присутствовала.
Так выглядит шов при сварке тонкого металла встык с проложенной снизу термоотводящей проволокой
Еще один способ — под место стыка положить пластины меди. Медь имеет очень высокую теплопроводность — в 7-8 раз выше, чем у стали. Уложенная под место сварки она значительную часть тепла отбирает, не допуская перегрева металла. Этот метод сварки тонких металлов называют «с теплоотводящими подкладками».
Как сварить беседку из металла читайте тут. Возможно, вам будет интересно прочесть как сделать мангал из газового баллона или металла? Вещь нужная и для освоения сварки подходящая.
Самые популярные модели:
- AURORA PRO OVERMAN 180 Mosfet
- WESTER MMA-VRD 200
- РЕСАНТА САИ 220
Сварочный аппарат Eurolux IWM-160
| Тип сварки | MMA |
| Сила сварочного тока | 10-160 Ампер |
| Входное напряжение | 140-260 В |
| Продолжительность включения | 70% |
| Диаметр электрода | 1,6 – 4 мм |
| Класс защиты | IP21 |
ПЛЮСЫ
- Компактность
- Есть ремень для облегчения переноски
- Противоударный корпус
- Не требует специальных навыков для работы
- Горячий старт – автоматически повышает силу сварочного тока в начале работы, что упрощает розжиг дуги
- Форсаж дуги – предотвращает залипание электрода, уменьшает разбрызгивание металла, а при необходимости позволяет получить глубокое проплавление сварочного шва
- Антизалипание – аппарат автоматически снижает силу сварочного тока при залипании электрода, благодаря чему его проще высвободить
- Быстрое подключение
- Эффективное охлаждение во время работы
- Низкая цена
МИНУСЫ
- Короткие провода в комплекте
- Отсутствует дисплей
Сварочный инвертор FUBAG IQ 160
| Тип сварки | MMA |
| Сила сварочного тока | 20-160 Ампер |
| Входное напряжение | 150-240 В |
| Продолжительность включения | 40% |
| Диаметр электрода | 1,6 – 4 мм |
| Класс защиты | IP21S |
ПЛЮСЫ
- Компактность
- Небольшой вес (2,7 кг)
- Плавная регулировка сварочного тока
- Не требует специальных навыков для работы
- Горячий старт
- Форсаж дуги
- Антизалипание
- Быстрое подключение
- Улучшенная система охлаждения
- Низкая цена
МИНУСЫ
- Короткие провода в комплекте
- Отсутствует дисплей
Инвертор сварочный инверторный РЕСАНТА САИ 140
| Тип сварки | MMA |
| Сила сварочного тока | 10-140 Ампер |
| Входное напряжение | 220 В |
| Продолжительность включения | 70% |
| Диаметр электрода | до 3,2 мм |
| Класс защиты | IP21 |
ПЛЮСЫ
- Компактность
- Небольшой вес (4,3 кг)
- Есть ремень для облегчения переноски
- Стабильная работа даже при высоком значении тока
- Горячий старт
- Форсаж дуги
- Быстрое подключение
МИНУСЫ
- Дребезжит защитный кожух
- Провода из комплекта короткие
Сварочный инвертор FUBAG IN 176
| Тип сварки | MMA / TIG |
| Сила сварочного тока | 10-160 Ампер |
| Входное напряжение | 230 В |
| Продолжительность включения | 60% |
| Диаметр электрода | 1,6 – 3,2 мм |
| Диаметр проволоки | 1,6-4 мм |
| Класс защиты | IP21 |
ПЛЮСЫ
- Компактность
- Многофункциональность
- Цифровой дисплей и сенсорное управление позволяют моментально настраивать аппарат и контролировать параметры сварки не отвлекаясь от работы.
- Таблица подбора электродов нанесена верхнюю панель.
- Стабильная работа при любом напряжении
- Горячий старт
- Антизалипание
- Форсаж дуги (только для MMA режима)
МИНУСЫ
Требуется опыт работы с аппаратами типа TIG
Сварочный инвертор BlueWeld Prestige 186 PRO
| Тип сварки | MMA/TIG |
| Сила сварочного тока | 20 – 160 Ампер |
| Входное напряжение | 190-220 В |
| Продолжительность включения | 60% |
| Диаметр сварочных электродов | 1,6 – 4 мм |
| Класс защиты | IP23 |
ПЛЮСЫ
- Небольшие габариты
- Стабильная работа при любом напряжении
- Горячий старт
- Антизалипание
- Сравнительно недорогой.
- Низкая мощность
- Удобная ручка для переноски
МИНУСЫ
- Требуется опыт работы с аппаратами типа TIG
- Не подходит для сварки алюминия.
- Нет аргоновой горелки.
Инвертор сварочный Energolux WMI-200
| Тип сварки | MMA |
| Сила сварочного тока | 10-200 Ампер |
| Входное напряжение | 198-242 В |
| Продолжительность включения | 70% |
| Диаметр электрода | до 3,2 мм |
| Класс защиты | IP21 |
ПЛЮСЫ
- Компактность
- Есть ремень для облегчения переноски
- Плавная регулировка сварочного тока
- Горячий старт
- Форсаж дуги
- Антизалипание
МИНУСЫ
- Короткие провода в комплекте
- Отсутствует дисплей





