Кухонный уголок своими руками: используем чертежи и схемы для изготовления
Содержание:
- Верстак слесарный ДЛЯ ГАРАЖА со щитом для инструмента своими руками
- Подготовка
- Кухонный уголок из ДСП: пошаговая инструкция
- Монтаж слесарных тисков на верстак. Просто, быстро и надежно!
- Как делается уголок – различия в изделиях
- Характеристика неравнобокого уголка
- 9 Сортаменты типоразмеров всех прессованных уголковых профилей
- Кухонный уголок: оптимальные размеры
- Самодельная теплица из профильной трубы и поликарбоната
- Оригинальная идея – угловой диван из поддонов (паллет) ↑
- ГОСТ 8509-93
- 5 Допуски
Верстак слесарный ДЛЯ ГАРАЖА со щитом для инструмента своими руками
Помимо полок и выдвижных шкафчиков, эта модель слесарного верстака имеет удобный щит для инструмента.
Подверстачье выполнено из металлического уголка, а столешница из металлического листа.
На этой схеме показаны размеры основных элементов верстака:
Из профильных труб и металлических уголков сваривается каркас верстака и основание под щит для инструмента:
Устанавливаются выдвижные ящики:
Из досок и листа металла формируется столешница:
В конечной стадии на каркас наносится антикоррозийное покрытие и крепится фанерный щит:
Источник фото littlehobby.livejournal.com/14188.html
Читать полностью (ссылка)
Подготовка
Прежде чем приниматься за работу, следует определить фронт работ. Нужно разобраться, что подлежит обновлению. Безусловно, если речь идет о кухонном уголке, то в первую очередь обновлению подлежит обивка. Это может быть новая ткань, кожа или красивый кожезаменитель
Важно представлять себе конечный результат, под который и стоит подбирать материалы
Особое внимание следует уделить цветовой гамме, которая должна гармонировать с окружающими элементами
Однако можно ограничиваться не только обивкой. Остальные элементы также могут быть обновлены.
И для этого следует четко понимать перечень работ. Для этого необходимо продумать весь технологический процесс: что и в какой последовательности будет делаться. Исходя из этого, можно составить список требуемых инструментов.
В частности, понадобится шуруповерт, специальный шпатель, саморезы, степлер для мебели и так далее. Если придется иметь дело с самоклеящейся пленкой, тогда придется запастись еще и растворителем.
Кухонный уголок из ДСП: пошаговая инструкция
Рассмотрим, как своими руками сделать уголок для кухни, состоящий из 3 элементов: короткого и длинного дивана и части, соединяющей их.
Выбор материалов
Для изготовления основы кухонного уголка своими руками можно использовать фанеру или ДСП.
В качестве обивки на кухонный уголок применяют:
- Синтетическую ткань. Материал отличается доступной ценой, стойкостью цвета, его легко почистить.
- Микрофибру. Она обладает повышенной устойчивостью ко влаге, практичностью – слабо подвержена загрязнению. Кухонный уголок, обитый ею, долгое время не будет нуждаться в реставрации.
- Кожзаменитель. Прост в уходе, не впитывает воду, можно протирать влажной тряпкой.
В качестве наполнителя можно использовать поролон (бюджетное решение) или пенополиуретан – стоит дороже, но лучше сохраняет форму.
Более подробно о том, чем лучше обить кухонный уголок, можно узнать из видео
Материалы и инструменты
Чтобы изготовить мягкий уголок, потребуются:
- электролобзик (если распиливать листовой материал планируется самостоятельно);
- мебельный уголок металлический;
- кромка для торцов;
- столярный клей;
- карандаш;
- нихромовая нить;
- дрель и набор сверл;
- ножницы;
- крепеж (шканты, конфирматы);
- петли рояльные;
- подпятники для мебели;
- строительный степлер;
- рулетка;
- молоток.
Делая уголок на кухню своими руками, начинают с распила ДСП.
Изготовление длинного дивана
Кухонный уголок этой модели состоит из 3 элементов: двух секций и соединительной угловой детали.
Спинку, сиденье, дно и стенку ниши, упорную планку спинки делают из шлифованной ДСП, остальные элементы – из ламинированной. Боковин нужно будет 2 штуки, другие детали вырезают в 1 экземпляре. Размеры каждого элемента угловой конструкции видны на чертежах.
Порядок действий при изготовлении и сборке дивана:
- Размечают детали для фрезеровки. В местах, где будет расположен крепеж, ставят точки карандашом, просверливают отверстия.
- Торцы боковин закрывают, приклеивая на них кромку.
- На торцах, которые будут соприкасаться с полом, закрепляют подпятники, фиксируя их на саморезы.
- Переходят к сборке ниши. Берут лицевую панель, стенку и дно ниши, соединяют детали с помощью конфирматов.
- Боковые стороны ниши закрывают, закрепив на них подготовленные ранее боковины.
- К стенке ниши прикручивают планку сиденья. Ее фиксируют на шканты.
- Устанавливают сиденье, оно будет подъемным, для крепления к планке используют петли.
- Закрепляют заготовку спинки, используя шканты.
- Монтируют на спинку верхнюю планку, под ней – упорную планку. Закрепляют элементы дополнительно двумя металлическими углами.
После того как сборка завершена, переходят к обивке.
Из поролона вырезают 2 куска. Толстый поролон можно ровно нарезать с помощью нихромовой нити, материал толщиной меньше 5 см кроят ножом.
Для спинки кроят кусок, длина которого равна длине листу ДСП, а ширину делают на 4 см больше. Закрепляют ее так, чтобы 2 торца были закрыты поролоном. Для фиксации используют клей.
Для сиденья вырезают заготовку, длиной равную сиденью, а шириной на 2 см больше. Крепят так, чтобы был закрыт лицевой торец.
Затем кроят обивочную ткань. Потребуется также 2 детали – для спинки и сиденья. Их нужно вырезать с таким расчетом, чтобы полностью обернуть верхние стороны древесно-стружечной плиты вместе с поролоном, при этом с каждого края осталось несколько сантиметров ткани, которую крепят к ДСП с помощью степлера. Скобы вбивают через каждые 2 см.
Сначала фиксируют 1 длинную сторону, затем, немного натянув ткань, прибивают противоположную, после переходят к боковым, расправив материал.
Короткий диван
Распиливают детали, из которых будет собираться диванчик, ориентируясь на чертежи.
Боковины, лицевую сторону ниши, планку для сиденья и верхнюю планку для спинки делают из ламинированной ДСП, остальные из шлифованной. Боковин нужно будет 2 штуки, другие части – по 1.
Процесс сборки короткого диванчика аналогичен изготовлению длинного.
Соединительная часть
Этот элемент будет соединять короткую и длинную секции в угловой диван.
Из ДСП толщиной 16 мм нужно выкроить:
- 2 планки упорные для спинки;
- заготовку, которая будет установлена на уровне сиденья;
- трапециевидную часть спинки, которая будет располагаться в центре;
- боковые части спинки.
- Сначала соединяют боковые части спинки с центральной. Используют шканты и конфирматы.
- Крепят к спинке 2 упорные планки, фиксируя их шкантами и металлическими углами.
- Соединяют конструкцию с боковыми частями диванов.
- Сиденье обивают, используя поролон и ткань.
- Закрепляют его между боковинами диванов, используя конфирматы и металлические углы.
Мягкий уголок готов.
Монтаж слесарных тисков на верстак. Просто, быстро и надежно!
Пошаговая инструкция монтажа тисков позволит избежать ошибок и сбережет столешницу верстака от лишних дырок.
Это простой, но в тоже время довольно надежный способ!
В столешнице верстака просверливаются отверстия, соответствующие расположению креплений на тисках и толщине крепежных болтов:
Для дополнительной защиты стола вырезаются две металлические пластины:
Одна из пластин размещается между тисками и поверхностью стола:
Вторая пластина находится под столешницей и прижимается крепежными болтами:
Тиски установлены и зажаты:
Источник фото www.davidfindlay.com.au/mounting-a-vice-to-a-rack-it-work-bench
Читать полностью (ссылка)
Как делается уголок – различия в изделиях
Для стандартного Г-образного профиля стального уголка придумано множество применений, что вполне объяснимо – место изгиба является в одно и то же время ребром жесткости и удобной формой для укладки уголков на другие поверхности. Изготавливают популярный вид проката, в основном, из обычной углеродистой стали, реже – из конструкционной стали высокого качества. За долгие годы производство уголка стального обросло множеством ГОСТов, например, общие требования и характеристики к изделию присутствуют в ГОСТ 19771-93, при этом для каждой разновидности и способа проката существует свой, отдельный ГОСТ.
Горячекатаный уголок производят путем прокатки блюма (слитка металла) через ряд вращающихся валов, которые оказывают на раскаленный металл нужное давление. В ходе движения формируется и Г-образная форма без радиуса с наружной стороны. С внутренней стороны радиус имеется – он выполняет важную роль дополнительного ребра жесткости. Согласно ГОСТу 8509-93, предельные отклонения от длины поступающих в продажу уголков должны быть не более 0,75 % от заявленного производителем, а коэффициент кривизны – не более 0,4 % длины.
Технология холоднокатаного производства существенно отличается – в основном, уголки изготавливают из металлических полос (рядовая сталь) на профилегибочных станках, или же заготовки полос прокатываются через ряд валов. Такие изделия из-за более высокой стоимости не пригодны для создания несущих и монолитных конструкций, сфера применения ограничена, в основном, отделочными работами. Сортамент представлен изделиями от 6 до 12 метров. Внешне отличить холоднокатаные изделия от горячекатаных очень просто – на первых отсутствует характерная для вторых окалина.
Характеристика неравнобокого уголка
Сфера применения не менее широка. Более того, металлические уголки часто используют в качестве декоративного дополнения.
Основным предназначением является использование для усиления различных конструкций. А также использование в производстве военной техники. Довольно популярными являются мебельные металлические уголки.
- Инструкция, как выбрать двутавровую балку: характеристики, размеры, расчет параметров и нагрузок на балку
- Выбираем трубы ВГП по уму: типовые размеры, советы по выбору и характеристики водогазопроводных труб
- Как выбрать и рассчитать швеллер — правила использования, таблицы размеров, расчет нагрузок и подбор веса профиля
Это интересно: Что такое шабрение? Особенности и где это применяется?
В качестве главного плюса хотелось бы назвать маленькую массу.
9 Сортаменты типоразмеров всех прессованных уголковых профилей
Как отмечалось ранее, номера профилей, их размеры и площадь сечения, а также массу 1 погонного метра и диаметр описанной вокруг поперечного сечения окружности следует смотреть в зависимости от вида изделия в соответствующем ГОСТе сортамента (13737, 13738, 13617, 13618 или Р 50077). В приложениях этих стандартов указано соответствие номеров уголковых профилей ранее использовавшимся обозначениям. Всю остальную информацию обо всей этой продукции следует смотреть в стандартах 8617, 19657 и Р 56855.
Прямоугольные равнополочные профили уголкового сечения ГОСТ 13737 производятся в соответствии с Рис. 5, условные обозначения на котором и в таблицах этого стандарта следующие:
- H – ширина полок, мм;
- S – обозначение толщины одной из полок, мм;
- S1 – обозначение толщины второй полки, мм;
- R – радиус закругления между полками с внутренней стороны профиля, мм;
- R1 – радиус закругления на кромках полок с внутренней стороны профиля, мм.
Рисунок 5
Согласно стандарта 13737 эти профили производят с номерами от 410001 до 410231 (то есть всего более 200 типоразмеров) и с размерами в мм от H = 10, S = 1, S1 = 1, R = 1 и R1 = 0,5 до H = 200, S = 43, S1 = 43, R = 20 и R1 = 8. Размеры указаны не в соответствии с номерами профилей, а минимальные и максимальные.
Прямоугольные неравнополочные профили уголкового сечения ГОСТ 13738 производятся в соответствии с Рис. 6, условные обозначения на котором и в таблицах этого стандарта следующие:
- H – ширина более широкой полки, мм;
- B – ширина менее широкой полки, мм;
- S – обозначение толщины более широкой полки, мм;
- S1 – обозначение толщины менее широкой полки, мм;
- R – радиус закругления между полками с внутренней стороны профиля, мм;
- R1 – радиус закругления на кромке менее широкой полки с внутренней стороны профиля, мм;
- R2 – радиус закругления на кромке более широкой полки с внутренней стороны профиля, мм.
Рисунок 6
Согласно стандарта 13738 эти профили производят с номерами от 410502 до 412017 (то есть всего более 900 типоразмеров) и с размерами в мм от H = 9,5, B = 9, S = 3, S1 = 3, R = 0,5, R1 = 0,5 и R2 = 0,5 до H = 265, B = 130, S = 66, S1 = 113, R = 15, R1 = 10 и R2 = 10. Размеры указаны не в соответствии с номерами профилей, а минимальные и максимальные.
Бульбообразные профили уголкового сечения ГОСТ 13617 производятся в соответствии с Рис. 7, условные обозначения на котором и в таблицах этого стандарта следующие:
- H – ширина более широкой полки, мм;
- B – ширина менее широкой полки, мм;
- S и S1 – одинаковая толщина обоих полок, мм;
- R – радиус закругления между полками с внутренней стороны профиля, мм;
- R1 – радиус закругления на кромке менее широкой полки с внутренней стороны профиля, мм;
- R2 – радиус закругления между более широкой полкой и бульбообразным утолщением на ее конце с внутренней стороны профиля, мм;
- d – диаметр бульбообразного утолщения, мм.
Рисунок 7
Согласно стандарта 13617 эти профили производят с номерами от 710002 до 710049 (всего 32 типоразмера) и с размерами в мм от H = 13, B = 12, S и S1 = 1, R = 1,5, R1 = 0,5, R2 = 1 и d = 3 до H = 90, B = 40, S и S1 = 6, R = 6, R1 = 3, R2 = 15 и d = 16. Размеры указаны не в соответствии с номерами профилей, а минимальные и максимальные.
Косоугольные профили уголкового фитингового сечения ГОСТ 13618 производятся в соответствии с Рис. 8, условные обозначения на котором и в таблицах этого стандарта следующие:
- H – ширина более широкой полки, мм;
- B – ширина менее широкой полки, мм;
- S – обозначение толщины менее широкой полки, мм;
- S1 – толщина профиля между внутренним закруглением и внешней поверхностью более широкой полки, мм;
- S2 – толщина более широкой полки, мм;
- R – радиус закругления между полками с внутренней стороны профиля, мм;
- R1 – радиус закругления на кромке менее широкой полки с внутренней стороны профиля, мм;
- R2 – радиус закругления на кромке более широкой полкой с внутренней стороны профиля, мм;
- R3 – радиус закругления между полками с внешней стороны профиля, мм;
- R4 – радиус закругления на кромке менее широкой полки с внешней стороны профиля, мм;
- R5 – радиус закругления на кромке более широкой полкой с внешней стороны профиля, мм.
Рисунок 8
Согласно стандарта 13618 эти профили производят с номерами от 511256 до 511343 (всего 83 типоразмера) и с размерами в мм от H = 25,4, B = 19,1, S и S1 = 2,4, S2 = 1, R = 1,6, R1 = 1, R2 = 1, R3 = 0,5, R4 = 1 и R5 = 1,5 до H = 166, B = 125, S = 35, S1 = 23,9, S2 = 15, R = 15, R1 = 5, R2 = 3, R3 = 10, R4 = 6 и R5 = 3. Размеры указаны не в соответствии с номерами профилей, а минимальные и максимальные.
Косоугольные профили уголкового сечения ГОСТ Р 50077 производятся 4-х видов и в соответствии с Рис. 9–12.
Рисунок 9
Рисунок 10
Рисунок 11
Рисунок 12
Кухонный уголок: оптимальные размеры
Перед покупкой этого гарнитура надо обязательно померить габариты дверного проема, дабы грузчики смогли занести мебель в квартиру, а впоследствии в кухню. Также необходимо выяснить точно, каковы размеры самого кухонного помещения и того места, где предположительно будет стоять новый уголок
Очень важно, чтобы он так вписывался в предоставленную ему площадь, чтобы не загромождать основной проход и не стеснять движения людей, работающих на кухне. Разместить его требуется вдали от плиты и мойки, дабы он не загрязнился в первые дни использования
Ширина сиденья должна быть не меньше 50 сам, между краем столешницы и спинки – расстояние не менее чем 80 см. Высота в среднем может составлять 80-100 см.
Самодельная теплица из профильной трубы и поликарбоната
Бывают разные виды теплиц (двухскатные, односкатные). Я же в этой главе хочу рассказать, как сделать арочный тип парника. Поэтому кто из вас имеет представление об изготовлении, тот легко соберёт её.
1. Для начало нужно определится с местом. Ставится она таким образом, чтобы одна длинная сторона смотрела на юг.
2. Начинаем загибать дуги, предварительно очертив с каждого края профиля по метру. Нужно это для того, чтобы именно от этой черты начинать гнуть трубу с помощью трубогибочного инструмента. Но не забудьте отрезать от него 10 см. для небольшого припуска и регулировки поликарбоната. Их нам нужно для 6 метровой теплицы 7 шт, а для 4 метровой 5 шт.
Кстати, в целях экономии я беру металл для конструкции 20х20 мм. Вы же можете с таким сечениям применить для перемычек, а уже 40х20 гнуть для теплицы.
3. Теперь выставляем плоскость, где будем варить торцевые части. Она должна быть по уровню, чтобы не получилась винтом.
4. Берём два 6 метрового профиля и разрезаем на 2 части, чтобы они получились по 3 м. и привариваем к двум торцевым дугам с низу. А уже оставшиеся две палки варим, как стойки на низ и верх загнутой арки, но от середины основания нужно отметить по 40 см. в разные стороны. Чтобы было понятнее я нарисовал примерный чертёж переднего торца парника.
5. Следующим этапом вырезаем и варим перемычки.
Не забывайте очищать швы, чтобы при прикручивании поликарбоната не повредить его.
6. Осталось сварить только дверь и передний торец будет готов. Отмеряем наш проём, в данном случае он у нас 80 x 1,85 и делаем её на 1 см. меньше. То есть 79 x 1,84 см., отрезаем с профиля сначала 3 коротких, а затем две длинных палки.
Швы сваривать нужно на прихватку, чтобы дверь при сварке сильно не повело. И ещё старайтесь пользоваться угольником для выставления стоек и перемычек.
7. Далее привариваем шарниры с внутренней стороны, но сначала выставляем зазоры, чтобы было хорошее открытие и закрытие дверки.
После выставления и прихватки петли, можно глянуть на открытие.
8. Ваша передняя часть готова, но чтобы дверь не выворачивалась в другую сторону, нужно приварить косынки по углам в верху и внизу.
9. Заднюю часть торца, делаем аналогично, положив на переднею часть и поджав их между собой струбцинами.
Самое главное не спутать стороны дуг которые вы гнули, иначе после трубогибочного инструмента, они могут быть разные. Лучше всего наметить и делать все арки одной стороной.
10. Также вместо двери можно сделать с окном, но это уже на ваше усмотрение.
11. Когда всё подготовили и сделали, переходим к месту, где будем устанавливать парник. Делаем разметку, чтобы диагонали совпадали и по углам вбиваем уголки, примерно на 2,5–3 метра, при этом не забываем выставить их по нивелиру или лазерному уровню. Привариваем к уголкам переднюю и заднюю часть теплицы, а уже к ней привариваем профиль 5,96 по всей длине. Тогда длинна теплицы получится ровно 6 метров.
Уголок должен оказаться внутри теплицы, чтобы в последствии не мешал поликарбонату.
12. Теперь внизу, где приваренный металл, по всей длине натягиваем шнурку и вбиваем арматуру, в том месте, где будем ставить дуги. Таким же действием вбиваем, где стоят дверные стойки.
13. Дальше устанавливаем и привариваем дуги, предварительно загрунтовав все детали теплицы. Натягиваем шнурку, где будут перемычки. С помощью палки, выравниваем арку к нитке.
14. Соответственно, чтобы торцевые при натяжки нитки не гнулись и стояли по уровню, их тоже временно подпираем, пока не сварим все перемычки.
15. Свариваем перемычки с обоих сторон, передвигая дуги к сваренным перемычкам, тогда они все будут по уровню.
16. Вот такая конструкция должна у вас получиться.
Кстати, арки и перемычки лучше ставить по одной. Если установить сразу все, они будут выгибаться и мешать натянутой шнурке.
17. Ну и последним этапом покрываем её поликарбонатом. Сначала разрезаем лист на пополам и накрываем торцы, лишнее отрезаем ножом.
18. Затем стелем листы по краям и в конце закрываем середину.
Вот таким способом, была сделана самодельная теплица.
Оригинальная идея – угловой диван из поддонов (паллет) ↑
Конструкция деревянных поддонов, используемых для транспортировки различных грузов, достаточно проста. Вместе с тем, надежность таких элементов позволяет применять их не только по прямому назначению, но и для производства оригинальной мебели.
Конечно, угловой диван из паллет с учетом их габаритов поместится не на каждой кухне. Однако его вполне можно использовать в беседке, тем более что сборка уголка не отличается особой сложностью.

Чертеж деревянного поддона со стандартными размерами
Отбор и подгонка поддонов ↑
На первом этапе изготовления углового дивана следует внимательно осмотреть каждый поддон и выбрать только те конструкции, которые лишены дефектов
Особое внимание необходимо уделить трещинам и большим сколам, которые могут стать причиной неприятных последствий во время эксплуатации дивана
Исходя из габаритов поддона, проектируется угловой диван. Если площадь позволяет, можно собрать конструкцию из цельных элементов. В противном случае придется применять циркулярную или ручную пилу для подгонки необходимого размера.

Проверка целостности и подготовка паллет согласно требуемым размерам
Соединение деталей ↑
Сделать своими руками уголок для кухни или беседки из поддонов очень просто. Для этого необходимо собрать своеобразный конструктор из подготовленных деталей и скрепить их между собой шурупами.
Для обустройства сиденья нужно установить поддоны в два ряда. Такой высоты будет достаточно, учитывая то, что сверху предполагается размещение слоя поролона (около 100 мм) или, например, толстого матраса.
Чтобы сделать спинку, необходимо выставить поддон вертикально и прикрутить его к нижней части основания. Собственно, на этом сборка каркаса завершена.

Диван-конструктор из паллет
Изготовление мягких элементов ↑
Как отмечалось выше, мягкую часть уголка (сиденье и спинку) можно выполнить из поролона, обтянув его красивой тканью. С учетом довольно большой площади изделия в этом случае придется хорошо потратиться, поскольку мебельный поролон стоит недешево.
Если в качестве мягких элементов использовать старые матрасы и подушки, можно серьезно сэкономить. Конечно, покупать обивочную ткань все равно придется, однако затраты все равно будут существенно ниже.

Оригинальный мягкий уголок из поддонов для дачи или частного дома
В статье предложены самые простые и доступные мастер-классы по изготовлению уголка для кухни своими руками. Возможно, в данных изделиях не так много дизайнерской мысли и отсутствуют современные технологические решения, однако такую работу вполне реально выполнить человеку, не обладающему солидным опытом в столярном деле. Для более серьезных задач существуют специалисты.
ГОСТ 8509-93
Ознакомиться с требованиями ГОСТ и сортаментом стальных горячекатаных и гнутых равнополочных уголков можно, скачав соответствующие документы в формате pdf.
Настоящий стандарт распространяется на уголки стальные горячекатаные равнополочные.
Размеры уголков, площадь поперечного сечения, справочные величины для осей и масса 1 м уголков должны соответствовать указанным на рисунке 1 и в таблице 1, а при поставках на экспорт — приложениям А и Б.
Условные обозначения к рисунку 1 и таблице 1
- b – ширина полки;
- t – толщина стенок полок;
- X0, Y0 – расстояния от наружных граней полок уголка до центра его тяжести;
- R – радиус закругления;
- r – радиус закругления граней полок;
- I – момент инерции;
- i – радиус инерции;
- F – площадь сечения профиля;
- Ixy – момент инерции, который развивают центробежные силы.
Таблица сортамента уголка стального равполочного
Равнополочные стальные уголки могут быть обычной точности (маркируются литерой «В») и повышенной (в маркировке присутствует буква «А»). ГОСТом допускаются следующие отклонения ширины полок:
- для продукции № 2–4,5 – ±1 мм;
- № 5–9 – ±1,5 мм;
- № 10–15 – ±2 мм;
- № 16–20 – ±3 мм;
- № 22–25 – ±4 мм.
Толщина полки равнополочного стального уголка в соответствии с ГОСТом может иметь следующие отклонения, измеряемые в миллиметрах (см. таблицу).
Заказчик партии равнополочных стальных уголков может договориться с изготовителем продукции о том, что вместо допустимых отклонений по толщине стенки будет использоваться допуск на отклонения по массе изделия, который может составлять для профилей:
- № 2–7,5: от –5 до +3% (классы «А» и «В»);
- с № свыше 7,5: ±2,5% (класс «А»), от – 5 до +3% (класс «В»).
Отклонения в размерах уголка в зависимости от класса
Согласно положениям ГОСТа, стальные уголки, относящиеся к категории равнополочных, могут отпускаться заказчику длиной 3–12 м. По предварительной договоренности заказчика с производителем данная продукция может отпускаться и с длиной, превышающей 12 метров. Так, ГОСТ оговаривает возможность отпуска равнополочных стальных уголков следующих размеров в продольном направлении:
- мерной длины;
- мерной величины с включением в партию изделий немерной длины (количество таких уголков не должно превышать 5% от общего объема);
- длины, которая кратна мерной;
- длины, кратной мерной, при содержании в партии уголков немерной длины (их количество не должно превышать 5% от общего объема);
- немерной длины;
- длины, находящейся в немерном интервале.
Чтобы получить консультацию, уточнить актуальную стоимость и характеристики металлопроката, свяжитесь с нами по контактному телефону или отправьте заявку, воспользовавшись онлайн-формой на сайте. При заказе материалов по Санкт-Петербургу мы обеспечиваем доставку на собственной машине, а в случае с оформлением покупки из других регионов осуществляем отправку проката при помощи надежных транспортных компаний.
5 Допуски
Допускаемые отклонения на размеры приведены в таблице Б.1 приложения Б.


Таблица А.1
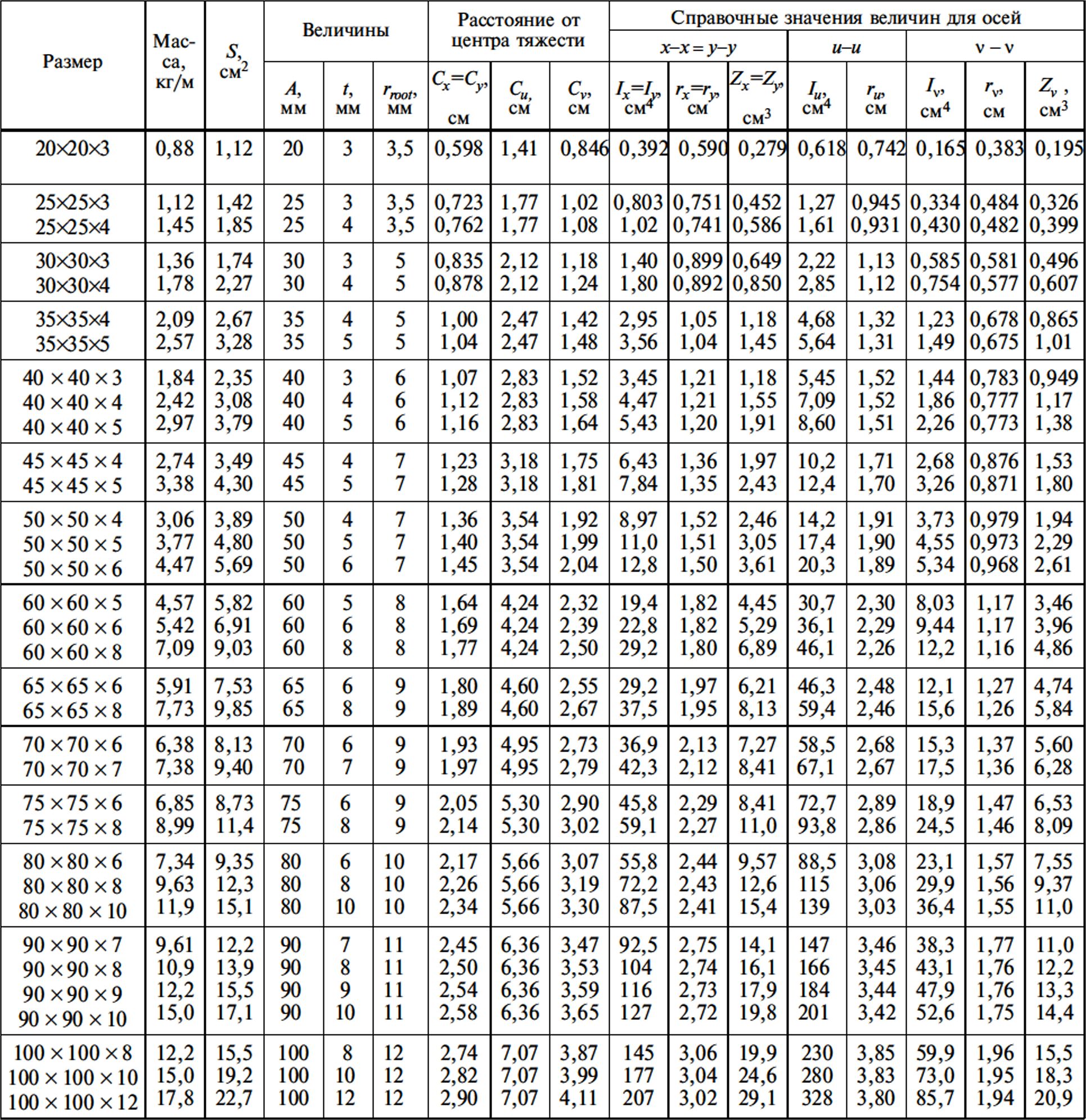
Окончание таблицы А.1
Примечания
1 Страны—члены ИСО могут включать в национальные стандарты требуемые им размеры уголков.
Из приведенного в таблице сортамента на равнополочные уголки в национальный стандарт могут быть включены те размеры уголков, которые обеспечиваются на прокатных станах.
2 Площадь поперечного сечения вычисляют по формуле

где S — площадь поперечного сечения, см2;
t — толщина, мм;
rroot — радиус внутреннего закругления, мм;
rtoc — радиус закругления полок, мм;
А — ширина полки, мм.
3 При вычислении массы 1 м плотность стали принята 7,85 кг/дм3.




