Жидкая и сухая холодная сварка для металла
Содержание:
- Советы по применению холодной сварки
- Обзор лучших производителей
- Холодная сварка металлов под давлением
- Советы по применению холодной сварки
- Что такое холодная сварка?
- Металлы, пригодные для сварки
- Инструкция по применению
- Сферы применения
- Условия получения надежного сварного соединения
- Способы использования
Советы по применению холодной сварки
В частной жизни способ чаще всего используют для авторемонта и починки отопительного хозяйства. Прохудившийся и заклеенный глушитель или бензобак будет служить еще долгие годы, не требуя замены.
К сожалению, радиатор таким образом удастся только временно подлатать, чтобы доехать до сервиса своим ходом. Постоянно пользоваться им будет нельзя. Если место течи установить не удается, то можно опустить радиатор в ванну с водой. Выходящие пузырьки укажут место течи.
Для ремонта глушителя надо выбрать высокотемпературную марку. Если в инструкции указана комнатная температура применения, то для начала работ ремонта следует дождаться остывания детали.
Если вы ремонтируете отопительную систему, то следует выбрать состав, выдерживающий длительный контакт с водой. Следует помнить, что метод подходит для ремонта небольших отверстий. Если повреждения значительны, то лучше применить горячую сварку.
Не стоит пытаться заменить марку, разработанную для конкретного материала, на ту, что есть под рукой. Наполнитель должен точно соответствовать склеиваемым материалам, иначе о прочности шва можно будет забыть.
Обзор лучших производителей
Poxipol
Холодная сварка Poxipol – универсальный двухкомпонентный ХС.
В основном используется при соединении различных материалов. Получаемый шов не отличается от металлосварного.
В тубе А – эпоксидка, модификатор и наполнитель.
В тубе В – третичный амин, наполнитель и меркаптановая смола (отвердитель).
.
.
Для повышения прочности добавляют металлическую стружку.
.
При склеивании деталей их сжимают на несколько минут. Для устранения мелких дефектов сжимание не требуется. Через 10 минут после склеивания нельзя корректировать положение склеенных деталей – это ухудшит качество шва.
.
Застывшие швы выдерживают контакт с кислотами, даже серной и соляной.
Швы сохраняют эластичность.
Продолжительная эксплуатация в любой среде.
Шов плохо переносит вибрацию, длительный контакт с пламенем.
Смесь достаточно дорога – от 250 до 630 руб.
.
Penosil
Холодная сварка Penosil – двухкомпонентная на эпоксидной основе.
. .
Существует в 4-х видах: для пластика, металла, дерева, работ под водой.
Чаще применяется в домашних условиях для экстренных реставрации и ремонта.
Цены от 270 до 300 руб.
.
Zollex
Холодная сварка Zollex – необходимый состав для каждого автомобилиста. Ею можно устранить любые пробои и прорывы в авто. Для ремонта не потребуется сливать воду, бензин, масло.
Очень демократичные цены – до 50 руб.
Алмаз
Холодная сварка Алмаз – отечественного производства. Универсальна, имеет как удобные моменты в работы, так и не очень.
Удобна фасовка в цилиндрики самых разных объёмов. Неудобна же необходимость мочить холодной водой руки, вследствие липкости белой наружной основы (серая сердцевина).
Кроме отвердителя и эпоксидки содержит минеральный и металлический наполнители.
Плюсы общие для ХС.
Минусы:
• высохший состав хрупок и ломок;
• не достаточно прочен;
• в случае появления комочков при нанесении сразу падает качество;
• к сухой поверхности может прилипнуть;
• срок эксплуатации невелик.
.
Для автомобилей применяется специальный подвид – для ремонта маленьких деталей, сколов.
И есть клей для сантехники – влаго- и термостойкий.
.Цены от 50 до 80 руб.
.
Alteco
Холодная сварка Alteco – сингапурского производства. Двухкомпонентный на эпоксидной основе состав. Не боится влаги, огня, кислот. Быстро затвердевает – 3-5 минут.
Цена от 25 до 45 руб
Линейка довольно разнообразна.
QUICK – двухкомпонентная.
Особенность: суперпрочная поверхность. Применяется и на производстве и в быту. Акцент на металлы, быстрое застывание – 3-5 минут.
Epo Putty А+B – двухсоставная.
Особенность: высокотемпературная. Акцент на бетон, кирпич, прочие стройматериалы. Застывает сравнительно долго – от 30 мин до 2-3 часов.
CLEAR – прозрачный, создаёт суперпрочную поверхность. Застывает быстро – 3-5 мин.
Цены от 50 до 185 руб.
.
Nowax
Холодная сварка Nowax использует разные названия: Быстрая сталь Nowax, Быстрый пластик Nowax… ИЗ названий видна основная область применения.
Цены от 160 руб. и выше.
.
Холодная сварка металлов под давлением
Холодная сварка металлов под давлением имеет большое преимущество перед другими видами сварки тем, что свободно и успешно сваривает разнородные металлы, которые чувствительны к нагреву или образуют интерметаллиды. Она не является традиционной сваркой, процесс соединения происходит под механическим воздействием массы металла и ее проникновению в соединяемые поверхности другого металла.
Монолитный сварочный шов образуется благодаря глубокому пластическому деформированию. Такое деформирование вызывает разрушение оксидного слоя на свариваемых поверхностях, что сближает металлы, и расстояние между ними становится очень близким к размерам кристаллической решетки. Увеличение энергетического уровня атомов на свариваемых поверхностях вызывает образование химической связи, что усиливает скрепление заготовки. Механические свойства металла при этом не нарушаются.
Суть процесса холодной сварки металлов под давлением заключается в следующем:
- свариваемые прутки металла устанавливаются в стальные зажимные губки машины холодной сварки и зажимаются по определенной технологии;
- зажатые прутки начинают соединяться с собой, деформироваться на концах, вынося с собой окисные пленки, которые мешают процессу сварного соединения двух металлов;
- в конце процесса сварки ножи губок смыкаются и подрезают ненужные образовавшиеся шероховатости.
Такой машиной для холодной сварки металлов под давлением является марка «МСХС-120.03М.УХЛ4», которая сваривает медные пластины, алюминиевые, медные с алюминиевыми.
Еще один сварочный аппарат для холодной сварки металла называется SDHB-5. Он умеет сваривать стальные, чугунные и алюминиевые изделия. Холодная сварка для металла аппарат подходит как опытным сварщикам, так и начинающим. Ведь для его использования не требуется большой опыт проведения сварочных работ. Аппарат отлично подходит для точечной сварки. Благодаря ему можно создать аккуратный и одновременно прочный шов на материале.
Холодная импульсная сварка для металла, в отличие от обычной холодной сварки, расплавляет материал. В ней источником тепла является импульсная дуга. «Холодной» сварка называется потому, что импульсная дуга образуется прерывисто. Мастер получает возможность лучше контролировать вложения тепла. Если работать на средних токах, то сварка будет плавной и без брызг. Также значительно снижен риск деформации материала. Чаще всего холодная импульсная сварка применяется для соединения сплавов из алюминия толщиной больше 1,5 мм. Также она подходит для работы со специальными сталями толщиной больше 1 мм.
Преимущества холодной сварки:
- не требуется мощный источник электрической энергии;
- чистый шов, не загрязненный примесями;
- высокая однородность металлов на стыке шва;
- хорошая коррозийная стойкость.
Недостатки:
- небольшая номенклатура соединяемых материалов, только с высокой пластичностью;
- большой расход металла на припуск сварки.
Холодная сварка металлов под давлением имеет одну важную особенность, про которую должен помнить каждый мастер. Для получения надежного шва соединяемые друг с другом поверхности изделий должны быть идеально чистыми. Даже просто задев поверхность руками, ее затем желательно как следует очистить.
Основное применение такой сварки в электротехнической промышленности разной направленности.
Советы по применению холодной сварки
Чаще всего холодная сварка применяется для ремонта автомобиля и проборов отопления, но у каждого применения клея есть свои тонкости: ремонт бензобака холодной сваркой – хорошее решение продлить ему жизнь без дорогостоящей замены.
Перед началом работы нужно обеспечить удобный доступ к поврежденному участку. Есть простой метод облегчить себе задачу, если отверстие небольшое: довести его с помощью отвертки до круглой формы, завинтить подходящий по диаметру болт и закрепить его таким способом.
Холодная сварка для радиатора автомобиля – еще один популярный способ применения таких составов. Определить, где радиатор имеет повреждения, можно, продув его под водой с помощью компрессора, место появления пузырьков будет указывать на место повреждения.
Следует учитывать, что данный метод в данном случае будет лишь временным решением – длительной эксплуатации отремонтированный таким образом радиатор не выдерживает.
Можно ли холодной сваркой заварить глушитель, зависит от того, какую температуру выдерживает состав. Обязательно берите высокотемпературную модификацию, перед склеиванием поверхность обязательно нужно хорошо зачистить и подготовить, в этом случае глушитель прослужит после ремонта достаточно долго.
Холодная сварка для батарей отопления должна быть очень качественной – слишком велика стоимость ремонта в случае, если шов не выдержит. Поэтому лучше брать составы, выдерживающие высокую температуру, и только составы, предназначенные для постоянного контакта с водой.
Если повреждение небольшое, этот метод решит проблему, при отверстии большого размера это будет лишь временным решением. Для серьезного ремонта металлических изделий лучше использовать сварочный инвертор или полуавтомат.
Холодная сварка может быть хорошим способом провести ремонт металлических деталей. Но всегда следует на первое место ставить безопасность, поэтому использовать клей для ремонта ключевых узлов, на которые приходится большая нагрузка, не стоит.
То, как работает данный метод – это всего лишь склеивание двух поверхностей, такой шов не слишком хорошо выдерживает усилие на отрыв. Поэтому для ремонта важных деталей больше подходит традиционная сварка или замена детали.
Что такое холодная сварка?
Холодная сварка – процесс, при котором происходит соединение двух твердых тел без нагрева свариваемых деталей на стыке соединения. Отличительной особенностью холодной сварки металлов является отсутствие фазы расплавления.
На первый взгляд, холодная сварка может показаться волшебством. Многие люди не могут понять, как может производится процесс соединения без нагрева, электрического тока или специальных растворов. Если посмотреть видео – у многих возникает мысль: «Это что-то магическое». На самом деле никакой магии нет.
Метод холодной сварки основан на использовании пластической деформации, с помощью которой разрушают на свариваемых поверхностях хрупкую пленку окислов. В настоящее время известно, что сила сцепления от контакта может быть значительно увеличена благодаря сильному сжатию деталей между собой, увеличению времени контакта, повышению температуры деталей, а также от комбинирования вышеперечисленных факторов.
Основная трудность подготовки поверхности деталей заключается в тщательном удалении с нее органических и окисных пленок. Органические пленки – это тонкие пленки масел, жирных кислот и парафинов, покрывающие свариваемые поверхности. Препятствуют сцеплению также пленки адсорбированных на поверхности газов.
При контакте с кислородом или другими реактивными веществами происходит образование поверхностных слоев, которые в значительной мере или полностью исключают вероятность возникновения эффекта холодной сварки. Ведь именно образующаяся из-за содержания кислорода в воздухе на поверхности металла оксидная пленка не дает соединиться свариваемым деталям в нормальных условиях. Кстати, даже при помещении в вакуум оксидная пленка не исчезает, то есть поверхность металла требует дополнительной очистки.
При холодной сварке металлы соединяются благодаря совместному пластическому деформированию по поверхности их взаимного контакта. Образование цельнометаллического соединения происходит за счет возникновения металлических связей между соединяемыми металлами. Эти связи возникают между атомами при сближении поверхностей соединяемых материалов в результате образования общего электронного облака, взаимодействующего с ионизированными атомами обеих металлических поверхностей. Сварное соединение образуется только путем деформации, без нагрева извне. Это обстоятельство позволяет сваривать термически разупрочняемые материалы без нарушения их физических свойств. Отсутствие нагрева исключает опасность образования хрупких интерметаллических прослоек в зоне контакта разнородных металлов (например, алюминия и меди). Холодную сварку можно выполнять во взрывоопасной среде, возможна герметизация объектов, нагрев которых недопустим (это широко используют в промышленности).
В реальных условиях нет идеально чистых и гладких металлических поверхностей. На них имеются неровности, выступы, окисные, адсорбированные пленки, органические пленки, которые препятствуют сближению поверхностей на расстояния действия межатомных сил. Поэтому получение сварного соединения возможно только при значительных пластических деформациях, приводящих к сминанию выступов, разрушению и раздроблению поверхностных слоев и их удалению из зоны сварного соединения вследствие пластического течения. В результате в контакт вступают по всей свариваемой поверхности чистые слои металла, между которыми образуется металлическая связь.
Исследования показали, что даже у самых гладких поверхностей металлических деталей есть шероховатости, и именно эти высокие точки прикасаются к противоположной детали. В процессе образования сварного шва фактически участвуют лишь несколько тысячных долей процента площади поверхности детали, но этих микроскопических участков вполне достаточно для создания мощных молекулярных соединений. Так что при соблюдении необходимых показателей гладкости свариваемых поверхностей деталей между точками соприкосновения создается мощнейшая связывающая сила.
Снижение прочности сварного соединения за счет уменьшения толщины металла в месте соединения до известной степени компенсируется повышением прочности деформированного металла, получающего наклеп. Например, предел прочности технически чистого алюминия в зоне максимальной деформации возрастает примерно в два раза.
Металлы, пригодные для сварки
Перечень металлов и сплавов, для которых подходит созданный товар разнообразен. Характеризуется процесс процентами получаемого соединения к первоначальной толщине. Результаты проведенных опытных свариваний можно представить в таблице:
| Металл | Особо чистый алюминий | Технический алюминий | Дюр- алюминий | Кадмий | Свинец | Медь | Никель | Цинк | Серебро |
| Свариваемость % | 40 | 30 | 20 | 16 | 16 | 14 | 11 | 8 | 6 |
Условия получения надежного соединения
- Деформации должны подвергаться обе поверхности соединяемых материалов и тканей;
- Симметричность расположения сварочной смеси по отношению к центру склеивания. Центр зоны соединения располагается в плоскостях, приготовленных для соединения. При разогреве металл растекается и разрушает пленки на поверхности. Все активные центры соединяются за секунды, без длительности времени и периода дислокации. Полностью пленки исчезают из зоны сваривания без дополнительной помощи и приборов.
- Усиленное сдавливание в зоне центра контакта. Усиление действий на завершении процесса сваривания, т.е. давление, даст лучший результат.
- Очищение поверхностей и кромок соединительных деталей. Промыть их можно специальными растворами, спиртовыми составами, бензином.
- Недопустимо использование абразивных инструментов, приводящих поверхности к шероховатости, которая затруднит склеивание.
- Соблюдение норм качественных характеристик металла: шероховатость 10мкм Rz, не плоскостность 0,1мм.
Инструкция по применению
Несмотря на то, что холодная сварка очень проста в эксплуатации, многие совершают глупые ошибки. Чтобы наш читатель избежал их, мы расскажем, как правильно делать, а как нет.
Сколько сохнет
Ответ индивидуален относительно каждой марки. Существует такое понятие “первичное высыхание”, так называют момент, когда масса уже приняла форму и не поддается исправлениям, однако конечного результата еще не достигла. В таком состоянии шов очень уязвим, поэтому свариваемый предмет не надо подвергать лишним действиям. Первичное высыхание наступает примерно после 5-20 минут, этого времени вполне хватает для подготовки и нанесения клея.
Сварка полностью высыхает в течении 12 или 24 часов, лучше, конечно, оставить изделия сохнуть на сутки. По истечению этого времени продукт полностью готов к использованию.
Меры безопасности
Хоть холодная сварка и кажется безвредной, соблюдение следующих мер безопасности являются важной частью работы
Нельзя допускать попадания сварки на открытые участки кожи и глаз.
В случае попадания в глаза или на кожу, нужно немедленно промыть поврежденное место чистой водой
При осложнениях в обращаться к врачам.
Хранить в недоступном для детей и животных месте.
Работать с клеем в защитных очках и перчатках.
Если с сухим клеем возможно работать без мер предосторожности (перчаток), то с жидким такое не прокатит.
Не допускать попадания сварочных веществ в продукты питания.
Типичные ошибки в работе
Казалось бы, какие ошибки можно допустить, бери да клей
Однако, некоторые неосторожности могут понизить качество шва. Наш читатель должен быть предупрежден
- Всегда нужно проверять срок годности.
Истекшая по сроку сварка утрачивает все свои способности. - Поверхность подготавливается строго по примечаниям от изготовителя.
В ином случае сварка отвалится. - Нельзя хранить остатки клея на воздухе.
Он затвердеет. Конечно, его можно разогреть в теплой воде, но это отразится на качестве. - Использовать по назначению.
Не стоит использовать клей по дереву для керамики и так далее. - Правильно подбирать холодную сварку по ее свойствам.
Если речь идет о ремонте нагревающихся деталей, то нужна термостойкая смесь. - Соблюдать пропорции при смешивании.
Жидкая сварка будет менее прочная или вообще не будет склеивать, если пропорции не соблюдены.
Правила хранения
Соблюдение правил хранения увеличит срок пригодности клея.
- Исключить попадание солнечного света.
Клей должен находится в темном и прохладном месте. - Хранить в герметичной упаковке.
Обычно сухой клей продается сразу в удобной закрывающейся упаковке, в ней и нужно его держать. Жидкий всегда находится в герметичном тюбике, там проблем нет.
Сферы применения
Ремонты деталей во всех областях путём склеивания.
Выделяют несколько групп склеиваемых материалов:
.
Металлы
В металлах применяются два вида холодной сварки:
1.Сварка деформацией.
2.Сварка клеевая.
.
Сварка деформацией
Она также происходит при обычной (комнатной) температуре. В этом случае разрушение металлической связи происходит за счёт деформаций этих связей высоким давлением.
.
Это холодная сварка для пластичных металлов, подверженных деформации металлических связей. Например, холодная сварка для алюминия.
.
Из многочисленных способов выделяют три основных:
• точечная;
• шовная;
• стыковая.
.
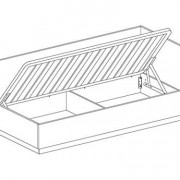
Из этих ХС самая распространённая – точечная, так как не требуется зажимного устройства. Сложенные внахлёст заготовки сдавливаются пуансонами через интервалы (цилиндры сверху и снизу на рис). Получается точечный вид соединения, негерметичный.
Толщина свариваемых листов – не больше 15 мм.
.
В случае шовной ХС создаётся герметичный шов – за счёт кольцевых пуансонов (или вращающихся роликов). Но при этом уменьшается толщина шва и снижается сопротивление изгибу.
.
Наиболее высокое качество швов получается в стыковой ХС, использующей зажимное устройство. Ограничение метода вызвано образованием выпуклости в месте шва. Трубы таким методом методом практически не варят, в основном – алюминиевые провода.
Стыковая ХС
Плюсы холодной сварки деформацией:
• простота процесса;
• высокая производительность;
• использование стандартного прессового и прокатного оборудования.
.
Минусы:
• шов получается или герметичный или глубокий, в зависимости от способа сварки;
• не годится для непластичных металлов, например, углеродистой стали.
.
Клеевая холодная сварка также используется для сварки металлов (не только пластичных). В том числе для алюминия.
.
Полимеры
Включая и материалы с их использованием. Но исключая полиэтиленовые.
.
Холодная сварка для пластика позволяет легко получать качественное соединение.
ХС труб из пластика
.
К сварке пластика применимы все общие правила. Выделяется холодная сварка для труб ПВХ (необходимы некоторые дополнительные действия). Их ремонт выполняется так:
1.В общем порядке подготавливается поверхность.
2.Определяется величина отклонения грани (из расчёта: для диаметра 4 см отклонение 2 мм).
3.Дефект замазывается твёрдым составом, место соединения для фиксации перевязывается жгутом.
.
Холодная сварка для линолеума предусматривает:
• приготовление идеального стыка между двумя листами линолеума. Это достигается наложением одного листа линолеума внахлёст на другой (6-10 см). Примерно посередине этой 6-10-ти сантиметровой полосы с помощью большой металлической линейки проводится разрез канцелярским ножом сразу обоих наложенных листов. Обрезки убираются, листы линолеума прижимают отрезами друг к другу. Стык идеален;
• приклеивается полоса малярного скотча сверху по стыку (чтобы стык был посередине), и разрезается эта полоса по стыку, просвечивающему снизу. Это обеспечит чистоту поверхности листов линолеума рядом с проклеенным стыком;
• на тубу с холодной сваркой для линолеума надевается колпачок с иглой. Игла вставляется в стык (между полосками скотча) и нажатием тубы добиваются клеевой полосы сверху по стыку (шириной 3-4 мм) – вдоль всего стыка;
• 15 минут клей на стыке схватывается, после чего полоски скотча с подсохшим клеем снимаются. Стык сохнет ещё несколько часов.
Холодная сварка для линолеума
Стекло
Холодная сварка для стекла практически не отличается от холодной сварки металла. Но для стекла используют специальные прозрачные ХС, чтобы не заметны были швы.
В местах сварки сколов не будет.
Для керамики применяется холодная сварка для керамики. Обычно двухкомпонентная. Сложность с керамикой только в точном соединении массы осколков. Трещинки в виде тонких линий восстановлению не подлежат – клею не с чем сцепиться.
Вместо обезжиривания склеиваемые части лучше нагреть строительным феном. Восстанавливают на местах крупные осколки, остальное заливают клеем. После высыхания поверхность зачищается и шлифуется.
Аналогично поступают с фарфором и фаянсом.
Применение ХС расширяется за счёт составов с повышенной влаго- и термостойкостью, выдерживающих повышенное давление.
Набор таких свойств обеспечивает широкий фронт применимости, позволяет заделывать сквозные пробои в металлах, сложных корпусах, соединять канализационные и водопроводные трубы.
Условия получения надежного сварного соединения
Надежное сварное соединение холодной сваркой может быть получено при соблюдении следующих условий:
- тщательная подготовка поверхности свариваемых изделий. При точечном и роликовом способах поверхность рекомендуется зачистить механическими щетками, торцы деталей при стыковом способе для соединения проводов сравнительно небольшого диаметра – с помощью специальных ручных кусачек или механического ножа, а торцы деталей большого сечения подвергают механической обработке. При этом необходимо обеспечить параллельность свариваемых поверхностей обеих деталей и отсутствие на них жировых загрязнений;
- одновременная пластическая деформация соединяемых деталей;
- значительное и симметричное относительно центра зоны соединения растекание металла в плоскости соединения. Данное растекание вызывает разрушение оксидных или иных пленок, вытеснение их обломков из зоны соединения. Одновременно, растекание создает условия для интенсивного движения дислокаций с образованием активных центров на соединяемых поверхностях. Симметричное растекание необходимо для более полного удаления пленок из зоны сварного шва;
- сжатие заготовок на заключительной стадии образования сварного соединения, что требует значительных давлений в зоне контакта;
- очистка кромок соединяемых заготовок от загрязнений (промывка растворами, бензином, спиртом) и окисных пленок. Применение абразивного инструмента недопустимо, так как шаржированные в поверхность заготовок абразивные зерна затруднят получение сварного соединения;
- предварительная подготовка поверхностей заготовок (шероховатость – Rz не более 10 мкм; неплоскостность поверхности не более 0,1 мм).
Способы использования
Для ремонта труб нужно приготовить все необходимое – само средство для сварки, ацетон или спирт, наждачку, ветошь и зажимы. Методика заделки радиаторов несколько различается в зависимости от типа сварки – жидкой или пластичной
Важно подобрать подходящее средство, которое годится для труб, находящихся под давлением (металлических или полипропиленовых). Далее надо подготовить, смешать материал, причем с жидкими средствами следует работать быстрее. Способы применения сварки:
Способы применения сварки:
- простое заклеивание дефекта кусочком массы, расплющенной и размятой пальцами;
- использование специальных стекловолоконных тканей, нитей для смачивания эпоксидкой с последующим заматыванием резиной, проволокой или без такового;
- наклеивание на крупный дефект с покрытием металлической заплаткой.
Если течь сильная, можно своими руками сделать состав еще более прочным. Нужно взять любую алюминиевую или бронзовую деталь, немного сточить ее над бумагой, получив металлический порошок. Его нужно добавить в эпоксидную массу, которой потом пропитать витки нитей или ткани.