Меднение стали электролизом. простой электролит для меднения металла в домашних условиях
Содержание:
- Алюминий и его сплавы.
- 3.2 Подготовка поверхности диэлектрика.
- Различные типы меднения
- Раствор меднения для химической металлизации
- Медные аноды
- Использование меднения
- Необходимое оборудование
- Нержавеющая сталь.
- Процесс меднения без применения раствора
- Общая информация
- Негативное влияние меди на человека.
- Способы меднения металлов
- Состав растворов для химического меднения.
- Выводы по литературному обзору
Алюминий и его сплавы.
Алюминий — один из основных видов конструкционных материалов, широко применяемый в электротехнике, приборо-, машино- и авиастроении. Алюминий легок и коррозионно-устойчив в атмосфере за счет присутствующей на его поверхности тончайшей пассивной пленки в несколько нанометров. Алюмииний хорошо проводит электричество и тепло. Цена алюминия ниже, чем других цветных металлов, а природные запасы огромны. Однако алюминий имеет и ряд недостатков. Он паяется хуже, чем олово, не обладает износостойкостью, его практически невозможно заполировать до зеркального блеска. В солевой среде, щелочах, соляной кислоте и ряде других реагентов алюминий активно корродирует. При контакте с медными деталями или нержавеющей сталью алюминий образует коррозионно-активную гальванопару. Поэтому поверхность алюминия часто требуется модифицировать гальваническими или химическими покрытиями.
Среди покрытий на алюминии можно выделить две группы: оксидные и металлические. Химическое и анодное оксидирование алюминия не представляет больших трудностей при отработанной технологии производства. В то же время нанесение металлических покрытий требует серьезной подготовки поверхности и обязательного нанесения одного-двух технологических подслоев. Это связано (как и в случае с нержавеющей сталью или титаном) со способностью алюминия почти мгновенно пассивироваться. Пассивная пленка легко восстанавливается на влажной детали после травления и препятствует дальнейшему сцеплению покрытия и основы. Более того, при плохой подготовке алюминия после металлизации могут образовываться скрытые дефекты и покрытие может «вспузыриться» при хранении даже через несколько месяцев или при пайке. По этой причине все металлические покрытия на алюминии должны в 100% случаев проверяться на адгезию как минимум двумя методами по ГОСТ.
Разделение алюминиевых сплавов на деформируемые и литейные обусловлено особенностями формовки из них полуфабрикатов и готовых изделий.
Деформируемые сплавы алюминия предназначены в первую очередь для последующей токарной, фрезерной обработки, экструзии и т.п. Они отличаются по составу от литейных отсутствием или незначительным содержанием в них кремния. При травлении деформируемых сплавов на их поверхности образуется шлам из легирующих добавок и интерметаллидов, который во время последующей обязательной операции осветления легко удаляется обычной азотной кислотой и не препятствует покрытию. В процессе анодирования такой шлам растворяется в электролите и также не скапливается на поверхности. Присутствие кремния в алюминиевом сплаве (а как следствие — в травильном шламе) сделало бы процессы оксидирования и металлизации алюминия гораздо более сложными. Таким образом, покрытие деформируемых сплавов алюминия проще, чем литейных.
Литейные сплавы алюминия- одни из основных конструкционных материалов, широко применяемых в электротехнике, приборо- и авиастроении. Литейные сплавы алюминия отличаются высоким содержанием кремния, что сопряжено с высокой сложностью подготовки их поверхности перед покрытиями. Любое покрытие литейного алюминия — сложный процесс, ввиду присутствия на его поверхности оксидной пленки и образовании на поверхности порошка кремния при травлении. Все это препятствует прочному сцеплению покрытия с основой. Данная проблема решается применением специальных операций предварительной подготовки.
3.2 Подготовка поверхности диэлектрика.
Механическая подготовка крупных и средних деталей, осуществляемая для получения микрошероховатости поверхности часто заключается в мокрой или сухой абразивной обдувке сжатым воздухом давлением 0,1‒0,6 Мпа или обработке абразивными кругами и лентами на шлифовально-полировальных станках. Мелкие детали массового производства галтуют с абразивом во вращающихся барабанах или колоколах, а также в виброустановках.
Удаление различных загрязнений, образующихся на поверхности диэлектриков в процессе механической или иной обработки, при хранении и транспортировании, удаляются в щелочных растворах или органических растворителях. Обработку проводят путем погружения деталей в раствор, в парах органических растворителей, струйным методом. Их выбор, а также выбор состава раствора и оборудования производится в зависимости от вида, степени загрязнения поверхности и природы диэлектрика. При этом подбирают такие составы и режимы обработки, при которых легко удаляются жировые загрязнения, а обрабатываемый материал не растворяется, не набухает и не растрескивается. Используемые для обезжиривания щелочные растворы в основном те же, что и для металлов.
Непосредственно перед травлением в некоторых случаях выполняют операцию предтравления, которая включает обработку поверхности диэлектрика органическими растворителями, их смесями или эмульсиями, растворами кислот, щелочей, солей. К предтравлению также относят термообработку, облучение, обработку ультразвуком, и другие виды воздействия. Кондиционирование снимает или разрыхляет поверхностный слой, способствуя улучшению травимости диэлектрика. Одновременно снижаются продолжительность и температура травления, удлиняется период эксплуатации раствора.
Травление представляет собой химический процесс, в результате которого изменяются структура и химические свойства поверхности диэлектрика. При этом ей придают требуемые шероховатость, гидрофильность и способность к реакции при выполнении последующих операций нанесения покрытия.
Различные типы меднения
Меднение в домашних условиях могут выполнять даже новички в этом направлении. Чтобы получить качественное покрытие необходимо изучить все нюансы процедуры. Она может проводиться по одной из 2 технологий:
- Погружение в электролит. Заготовка погружается в жидкость и подается электроток. Обычно, используется в тех ситуациях, когда ее габариты не значительны.
- Без погружения в раствор. Более сложный процесс, но позволяющий достигать лучшего качества обмедненных поверхностей.
Во всех случаях необходимо подведение электричества, которое активизирует вещество.
Оптимальный метод выбирается в соответствии с поставленной целью:
- Формирование защитных и декоративных покрытий. Зачастую происходит смешение с никелем, хромом и медью. Получаются прочные и надежные поверхности.
- Защита при цементировании.
- Реставрация изделий.
Рассмотрим подробнее каждый из вариантов.
Омеднение с помещением в электролит
Наиболее доступный способ обмеднения в быту. Необходимы:
- Небольшого размера пластинки из меди.
- Проволока для проведения тока.
- Источник тока.
- Устройство для регулирования и измерения тока.
Последовательность действий:
- Чтобы растворить медь используется обыкновенный электролит, свободно продающийся или легко готовящийся своими руками. Для приготовления следует делать смесь серной кислоты с дистиллированной водой в пропорциях 3 к 100 миллилитрам. Нужная смесь получается после добавления в него 20 г медного купороса.
- Деталь следует очистить щеткой и наждачкой, чтобы удалить оксидную пленку.
- Провести обезжиривание раствором соды и промыть.
- Подготовленная емкость заполняется электролитическим раствором.
- В емкости размещаются 2 пластинки, подключенные к токопроводящей проволоке. Меж ними помещается деталь, которой предполагается омеднение. Нужно проверить полное закрытие смесью и пластинок, и заготовки.
- Затем пластины подключаются к плюсовому полюсу источника, а заготовка садится на минус. Предварительно желательно подключать амперметр и реостат. Выставить диапазон тока до 15 мА на 1см2 площади поверхности изделия.
- Выдержать в течение 20 минут.
- Выключается питание, заготовка извлекается из раствора. В итоге получается тонкое покрытие из меди. Продолжительность процесса оказывает влияние на толщину напыления. Благодаря технологии можно добиваться слоя до 300 мкм и более.
Метод возможно применять для обновления алюминиевых вещей, используемых в быту. Например, столовая утварь из алюминия после омеднения обретет вторую молодость.
Омеднение без помещения в раствор
Метод не предполагает залитие детали жидкостью. Он прекрасно подходит обработки цинковых или алюминиевых изделий.
Последовательность действий:
- Необходим провод – многожильный, медный. Снять изоляцию. Одна сторона распушается, делая подобие кисточки. Можно сделать что-то вроде рукояти для большего комфорта в работе. Другой край провода подключается к положительному полюсу источника тока. Напряжение – не больше 6 Вольт.
- Вышеописанным методом подготавливается электролит с медным купоросом. Посуда может использоваться любого типа, но лучше подобрать ту, которая позволит беспроблемно погружать кисточку из провода. Обрабатываемая деталь очищается от загрязнений. После этого проводами садится на отрицательный полюс источника тока.
- Процедура проводится следующим образом. Распушенный край-кисточка время от времени помещается в раствор. Ей следует проводить вдоль заготовки, не прикасаясь к ней. Поверхность нужно смочить электролитическим раствором. Во время обработки за счет отрицательного заряда деталь будет подтягивать ионы меди, покрываясь ими.
Это меднение металла подойдет для габаритных вещей, которые затруднительно поместить в емкость.
Раствор меднения для химической металлизации
В этой статье я расскажу вам как правильно приготовить раствор химического меднения, который является одним из этапов металлизации отверстий в печатных платах.
Приготовление раствора химической металлизации
Для приготовления раствора потребуются недорогие реактивы. Их можно купить в интернет магазинах, которых сейчас стало много и они работают с частными лицами. Трудностей с приобретением возникнуть не должно, было бы желание.
Порядок смешивания реактивов
1. Взвешиваем 30 гр. — медного купороса и 4 гр. — хлористого никеля. Наливаем в емкость 0,4 литра дистиллированной воды и растворяем эти реактивы в ней.
2. Взвешиваем 50 гр. — едкого натра, 20 гр. — кальцинированной соды и 85 гр. — трилона Б.
3. Наливаем в другую емкость 0,4 литра воды и растворяем реактивы в следующей последовательности.
Сначала едкий натр, затем кальцинированная сода и последним трилон Б.
4. Смешиваем эти растворы путем вливания раствора медного купороса с никелем, в раствор с трилоном Б, содой и едким натром. Хорошо перемешиваем и доводим объем раствора водой до 1 литра. Даем постоять 5..10 минут, если будет небольшой осадок, то фильтруем раствор.
5. Взвешиваем 1 гр. калия железосинеродистого (красная кровяная соль), растворяем его в 100 мл. дистиллированной воды. Затем берем шприцем 10 кубиков этого раствора — это будет 0,1 гр. этого реактива и добавляем его в только что приготовленный раствор раствора хим. меднения.
6. Взвешиваем 1 гр. калия роданистого и растворяем его в 100 мл. дистиллированный воды. Затем берем шприцем 0,3 кубика этого раствора — это будет 0,003 гр. и также добавляем его к основному раствору.
Калий железосинеродистый и калий раданистый являются ядовитыми веществами. При работе с ними соблюдайте элементарную технику безопасности. Не нюхайте, не пробуйте на вкус и т.п. При размешивании раствора, работайте в резиновых перчатках!!!
7. Хорошо перемешиваем раствор хим. меднения, теперь он готов к применению.
Хранение раствора и добавление формалина
В таком состоянии, то есть без формалина, раствор хранится очень долго, можно сразу размешать раствор на 5 литров, слить его в канистру и пользоваться им отливая нужное количество для меднения, добавляя в него формалин.
Для примера покажу как это делается.
Берем 20 мл. раствора химического меднения. По рецепту смотрим, что на 1 литр раствора нужно добавить 20 мл. формалина, произведем небольшой расчет.
Посчитаем сколько нужно формалина на 1 мл. раствора химического меднения.
20/1000 = 0,02 мл.
Так как мы взяли 20 мл. раствора хим. меднения, то..
20*0,02 = 0,4 мл. (0,4 кубика в шприце) формалина нужно добавить.
После добавления формалина, накрываем емкость крышкой. Накрываем что бы не нюхать запах формалина, берегите свое здоровье (формалин является канцерогеном!)
Данная статья опубликована на сайте . Постоянная ссылка на эту статью находится по этому адресу
Читайте статьи на сайте первоисточнике, не поддерживайте воров.
Тестирование раствора химического меднения
Чтобы протестировать как работает раствор химического меднения, берем активированный активатором диэлектрик (как активировать отверстия в печатных платах, читайте в этой статье) и опускаем в емкость. Буквально на глазах текстолит начинает темнеть и покрываться химической медью.
Процесс химического меднения должен длиться от 15 до 30 минут, и это время зависит от результата и качества покрытия, за которым вы должны следить. В процессе меднения идет газовыделение, плату нужно постоянно покачивать и переворачивать для равномерного распределения раствора по поверхности.
Прошло 20 минут, результат работы раствора на лицо, весь диэлектрик, включая отверстия, покрылся тонким 1 мкм. слоем меди и он готов к дальнейшему этапу — гальванике, этот этап подробно описан в этой статье.
Не фольгированный текстолит был взят для примера, некоторые подумают, таким образом можно не покупать фольгированный текстолит, а наращивать медь на голый диэлектрик и делать таким образом платы. Сразу хочу «обломать» вас, что бы наращивать медь на диэлектрик, нужно хорошо подготавливать поверхность, что в домашних условиях реализовать очень трудно. Так что не мучайтесь и делайте платы обычным способом, то есть, активируйте фольгированный текстолит.
Емкость раствора по меди
В заключении еще хотел добавить, расход этого раствора химического меднения берем из расчета 50 мл. раствора на 1 дм.кв. печатной платы. То есть 50 мл. раствора хватит омеднить двухстороннюю плату размером 10*10 см.
Раствор после добавления формалина будет еще жить дней 5, затем испортится.
Советую, если делаете ответственные платы, то лучше размешать с формалином свежую порцию раствора химического меднения.
Медные аноды
Медные анодовы разделены на аноды для кислой и щелочных ванн
Это особенно важно, так как не существует универсальных анодов, в одинаковой степени пригодных для работы в кислых и щелочных ваннах. Аноды для кислых ванн содержат 0,03—0,07 % Р, который препятствует образованию шлама — одной из причин шероховатости покрытий
Медные аноды изготовляют в виде пластин толщиной 5, 7, 10 и 15 мм, шириной 100, 150, 200 и 300 мм, длиной 500, 600, 700, 800, 900 и 1000 мм. Кроме того, производятся прутки эллиптического сечения длиной 300— 2000мм.
Можно также применять аноды в виде кубиков размерами 25×25 (5—15) мм. Такие кубики в титановых коробках применяют в кислых ваннах. В заказах следует использовать стандартные обозначения.
Примеры обозначения: «Медный анод MIG/K, кубик 15» — означает кубик толщиной 15 мм для кислой ванны; «Медный анод MIG/K 5X300X1000» —анод в виде пластины толщиной 5 мм, шириной 300 мм и длиной 1000 мм для кислой ванны; «Медный анод MIG500» — анод в виде 500 мм прутка эллиптического сечения для щелочных ванн.
Использование меднения
Покрытие медью различных заготовок в последнее время часто проводится в домашних условиях. В большинстве случаев технология применяется для достижения следующих целей:
- Декорирование металла или пластика. Меднение металла в домашних условиях часто проводится для того, чтобы получить старинные на вид изделия, которые пользуются большой популярностью. Специальная процедура состаривания позволяет создать эффект длительного использования изделия. Кроме этого, медь после нанесения напоминает золото. Именно поэтому небольшой слой можно нанести для получения статуэтки или сувенира.
- Гальванопластика. Меднение стали подобным образом также может проводиться в домашних условиях. Суть технологии заключается в создании восковой или пластиковой основы, которая покрывается слоем рассматриваемого сплава. Гальванопластика часто применяется для получения ювелирных изделий или сувениров, матриц и волноводов. Применение специальных материалов позволяет существенно повысить качество покрытия.
- Получение деталей, используемых при создании различных механизмов. Меднение чугуна или другого металла проводят на производственных площадках при различных технологий. Покрытие заготовки медью позволяет существенно повысить электротехнические качества. Подобным образом можно получить клеммы или прочие подобные элементы, которые будут эксплуатироваться под напряжением. Изделия из чистой меди обходятся очень дорого. Именно поэтому часто применяется рассматриваемая технология.
Меднение стали
Меднение пластика в домашних условиях проводится крайне редко, так как подобный материал не выдерживает воздействие высокой температуры. Кроме этого, пластичность основания приводит к появлению структурных трещин.
Необходимое оборудование
Медное покрытие может наноситься в домашних условиях при применении даже самого обычного оборудования. Установка ванной для проведения рассматриваемой процедуры проводится примерно также, как и гальванических. Стоит учитывать, что существует два типа активных растворов: кислые и щелочные.
При работе может применяться:
- Небольшие медные пластины в качестве электродов.
- Проволока для подачи тока.
- Источник тока, к примеру, АКБ, который рассчитан на подачу тока напряжением 6 В.
- Для регулировки силы тока может устанавливаться реостат.
Меднение алюминия и других сплавов в домашних условиях не требует большого количества времени. Для очистки получаемой поверхности могут применяться различные ткани.
В этом интересном видео-уроке рассмотрим, как можно сделать раствор, который будет выполнять функции электролита для омеднения любых предметов из металла, например, алюминия с помощью туалетного утенка.
Что нужно для процесса.
Для этого нам понадобится пластиковая бутылка с водой, медный провод без изоляции. Желательно, брать проволоку минимального сечения, чтобы площадь реакции была максимально большой. Если нет медной проволоки, подойдут монетки, в состав которых входит медь не желтого цвета. Вместо провода или монеток можно использовать абсолютно любую медную стружку, обрезки, отходы, в которые входит медь. Также нужно добавить небольшой кусочек олова.

В качестве предмета для омеднения в данном видеоуроке будет выступать стальная рукоятка ножа. Кроме туалетного утенка может подойти и другое чистящее средство, в состав которого входит соляная кислота, которая входит в реакцию с медью и растворяет ее.
Приготовим состав раствора для меднения.
Итак для начала сделаем следующее. Содержимое туалетного утенка необходимо влить в бутылочку с водой, чтобы получить раствор, в который будет погружена медь. Теперь в раствор кладем медный провод и кусочек олова. После этого этот раствор необходимо оставить, желательно, в теплом месте на как можно более долгий срок. Концентрация соляной кислоты, которая содержится в утерке, требует держать баночку для растворения меди в течение одного месяца. Вот и весь состав раствора.
Обработка заготовки для покрытия медью.
Желательно металлическую заготовку очистить от ржавчины и грязи кипячением в растворе щёлочи или, на худой конец, обычный шкуркой.
Когда очистка и шлифовка закончена, необходимо заготовку обезжирить, так как пальцы рук человека содержат жир.
Перед использованием раствора для омеднения, его нужно хорошо встряхнуть, чтобы соли меди смешались с жидкостью. Теперь можно поместить заготовку в меднящий раствор. Желательно во время омеднения емкость с электролитом иногда покачивать, и переворачивать заготовку, чтобы создать приток свежего раствора к ней.
Прошло уже полтора часа, можно посмотреть, как прошел процесс. Хорошо видно, что заготовка покрылась медью. Ее нужно обязательно промыть водой. Медь на ней держится очень хорошо. Очень красиво получилось, но лучше не покрывать рукоять ножа медью, так как она имеет свойство окисляться и пачкать, соответственно, руку. можно сделать и не только это.
Нержавеющая сталь.

Нержавеющая сталь — сплав железа с углеродом, преимущественно легированный большим количеством хрома и никеля. Из названия этого конструкционного материала понятно, что он находит основное применение в средах, вызывающих активную коррозию обычной стали. Так, нержавейка устойчива в промышленной атмосфере и воде, хорошо сопротивляется воздействию серной кислоты. В тоже время нержавеющая сталь плохо паяется, обладает достаточно низким коэффициентом трения, слабо проводит электрический ток, боится щелочей (в отличие от углеродистой стали) из-за присутствия в ней хрома. Однако все эти недостатки эффективно устраняются гальваническими покрытиями.
Трудность покрытия нержавейки связана с наличием на поверхности деталей тончайшей прочной пассивной пленки из оксидов хрома и никеля, не позволяющей покрытию хорошо сцепиться с основой после обычной технологии подготовки. Эта пленка легко стравливается, но почти мгновенно образуется вновь на воздухе. Поэтому для гальванопокрытия нержавеющей стали применяются более сложные, чем при обработке обычной стали, методы.
Применяя такие методы нержавеющую сталь можно хромировать, лудить, никелировать, меднить и т.д. Никель применяют для усиления блеска сложнопрофильной поверхности вместо механической или электрохимической полировки. Также благодаря никелю детали из нержавейки полностью защищаются от воздействия щелочей. Хром повышает износо- и термостойкость. Для защиты от появления коррозионно-активной гальванопары при сопряжении с алюминием применяется сплав олово-висмут. Медь придает искрозащитные свойства, облегчает свинчиваемость, защищает от задиров и повышает электропроводность. Черное цинковое покрытие является декоративным. Общую коррозионную стойкость нержавеющей стали можно повысить путем химической пассивации.
Преимущества:
- Высокая атмосферная коррозионная стойкость;
- Устойчивость в смеси крепких кислот, содержащих несколько процентов HNO3, но в отсутствии HCl и HF;
- Устойчивость при температуре 300° С в H2O, HNO3 и органических кислотах;
- Приемлемая свариваемость.
Недостатки:
- Высокая стоимость;
- Повышенная хрупкость в зонах сварных швов.
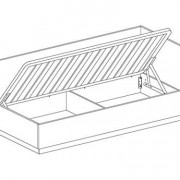
Процесс меднения без применения раствора
Схема простого устройства для меднения без раствора
Обрабатываемая деталь очищается от окисной пленки, обезжиривается, к ней зажимом «крокодил» подсоединяется проводник, соединенный с минусом источника тока.
Медный провод диаметром в полтора миллиметра зачищается от изоляции и продевается в щетину зубной щетки так, чтобы он находился внутри щетины. Второй конец подключается к плюсовой клемме источника тока. Включается ток, щетка смачивается в растворе, после чего щеткой водят по поверхности обрабатываемого изделия.
Периодически щетку снова смачивают в растворе. Операцию проводят до тех пор, пока предмет полностью не покроется медью.
Общая информация
Меднение — это процесс гальванического нанесения слоя меди толщиной от 1 мкм до 300 мкм и более. Медные покрытия обладают высоким сцеплением (адгезией) с различными металлами, высокой пластичностью и электропроводностью. Области применения деталей с меднением зависят от того, используется ли медное покрытие как функциональное, или же медное покрытие выступает подслоем для нанесения других гальванических покрытий.
В атмосферных условиях медные покрытия легко окисляются и покрываются оксидой плёнкой, приобретая радужные разводы и пятна разных оттенков.
Основные области применения медных покрытий:
Использование меднения как самостоятельного покрытия
В декоративных целях. В настоящее время большой популярностью используются старинные медные изделия. Гальваническое меднение позволяет наносить медные покрытия, которые после специальной обработки «состариваются» и выглядят так, словно были изготовлены давно. Только что нанесённое медное покрытие имеет яркий розовый цвет (блестящий или матовый, в зависимости от технологии нанесения).
В гальванопластике. Гальваническое меднение применяется для изготовления металлических копий изделий различной формы и размеров. Создаётся восковая или пластиковая основа, которая покрывается электропроводящим лаком и, впоследствии, слоем меди. Такая технология меднения часто используется при изготовлении сувениров, ювелирных изделий, барельефов, волноводов и матриц.
В технических целях. Большое значение меднение металла занимает в электротехнической области. Благодаря низкой цене меднения по сравнению с покрытием серебром или золотом, медные покрытия часто применяются при меднении электротехнических шин, контактов, электродов и других элементов, работающих под напряжением.Часто меднение используется как покрытие под пайку.
Использование меднения в сочетании с другими гальванопокрытиями
При нанесении многослойных защитно-декоративных покрытий. Как правило, в сочетании с никелем и хромом (трёхслойное защитно-декоративное покрытие) и другими металлами в качестве промежуточного слоя для повышения сцепления с металлом основы и получения более прочных и блестящих покрытий.
Для предохранения участков при цементации. Меднение часто используется для предохранения участков стальных деталей от цементации (науглероживания). Медью покрываются только те участки, которые в дальнейшем подлежат обработке резанием (твёрдые науглероженные поверхностные слои не поддаются такой обработке, а медь защищает покрытые участки от диффузии в них углерода).
При ремонте и восстановлении изделий. Меднение металла часто применяется в реставрационных работах при восстановлении хромированных частей автомобильной или мото-техники, при этом наносится большой слой меди 100-250 мкм и более, который закрывает поры и дефекты металла, шлифуется и выполняет роль новой основы для нанесения последующих покрытий.
Негативное влияние меди на человека.
Избыток меди в организме как правило возникает у людей работающих на вредных производствах. Например, во время шлифовки медного изделия в воздух рабочей зоны в виде пыли попадают частицы меди и её оксида. Концентрация их может достигать от 0,3 до 15 мг./м3. Примерно через час вдыхания такого воздуха рабочим начнет ощущаться сладковатый привкус во рту, затем возникнет кашель, а если не предпринять никаких действий и продолжить работу, то спустя ещё несколько часов появятся такие симптомы как тошнота, головная боль, повышенная температура.
Интоксикация медью также может наступить при длительном проживании в экологически неблагоприятных районах, неправильном использовании лекарственных препаратов, чрезмерном употреблении в пищу некоторых продуктов.
Медь в продуктах питания может присутствовать как в естественных концентрациях, так и копиться искусственно. Например, рыба может жить в водоемах, загрязненных медью от сбросов сточных вод с превышением ПДК по меди. Оттуда же может пить скот. В конечном счете рыба, мясо и субпродукты попадут на стол к человеку, но качество их будет низким, а количество меди будет зашкаливать.
Каковы последствия интоксикации медью?
а. Угнетение нервной системы.
В высоких концентрациях медь оказывает крайне негативное влияние на работу ЦНС. вплоть до развития болезни Альцгеймера.
б. Инактивация ферментов.
При избытке меди в организме происходит снижение активности образования, либо полная инактивация некоторых ферментов.
в. Угнетение дыхания.
Замедляется поступление кислорода в клетки крови, появляется головная боль, затрудняется дыхание, учащается серцебиение, возникает тревожность. Возможно развитие диареи, тошноты, болей в животе и сильного увеличения печени.
При хроническом отравлении медью может возникать такой парадокс — избыточные ионы меди начнут откладываться в различных тканях (почки; радужные оболочки глаз; печень) оказывая на них токсичное воздействие, хотя в нормальной цепи процесса обмена веществ организма возникает дефицит этого микроэлемента.
Способы меднения металлов
Существует два базовых метода, с помощью которых выполняют покрытие металлов медью: гальваническое и химическое меднение. В обоих случаях главным условием является применение электролита на основе медного купороса, но при химическом меднении осаждение меди происходит без использования электрического тока. С помощью химического метода нельзя получить покрытия большой толщины, но оно проще, дешевле и может выполняться в крайне простых условиях. С помощью него легко получить тонкие декоративные пленки не только на металлах, но и на пластике, стекле, керамике и пр. К примеру, химическое меднение стали происходит за несколько десятков секунд путем простого погружения в медный купорос.
Погружение в электролитный раствор
Оба метода могут применяться с полным погружением детали в раствор электролита. При гальваническом методе анионы меди отрываются от анода и движутся к катоду под воздействием электрического тока, а при химическом их движение происходит за счет разной электроотрицательности металлов. Поэтому в первом случае при прочих равных условиях за одну и ту же единицу времени осаждается гораздо большее количество меди, но при этом затрачивается электрическая энергия. Меднение алюминия рекомендуется производить только методом погружения, которое необходимо выполнять сразу после обезжиривания и травления в кислоте, иначе на его поверхности быстро образуется прочная оксидная пленка. В видеоролике ниже подробно рассказывается об условиях, которые необходимо соблюдать для качественного меднения алюминия.
Без помещения в электролитный раствор
Меднение изделий без помещения их в емкость с электролитом производится как с использованием источника тока, так и без него. Выбор метода зависит от условий выполнения работ и оборудования, которым располагает домашний мастер. В первом случае необходимо изготовить медную кисточку из обрезка кабеля с большим количеством мягких медных жил. Ее подсоединяют к плюсу источника, а минус подают на изделие. Затем, постоянно обмакивая кисточку в электролит, «красят» подготовленную поверхность, подбирая по ходу условия и скорость меднения.
Во втором варианте изделие просто покрывают раствором медного купороса с помощью малярной кисти, очищая и обмывая его после каждого слоя. Толщина обмеднения в этом случае будет небольшой и зависит от условий обработки и количества наложенных слоев. Этот метод хорошо подходит для меднения стали, к которой медь «липнет» даже при условии не очень хорошей подготовки поверхности. А при нанесении таким способом медного купороса на поверхность алюминия достаточно сложно добиться устойчивого результата из-за его склонности к быстрому окислению.
Использование медного купороса
Одно из основных условий качественного меднения — это использование максимально чистого медного купороса. Поэтому данный реагент лучше приобретать в хозяйственных или специализированных магазинах в упаковках, на которых указано процентное содержание сернистого сульфата меди (не ниже 97–98%). Если на медном купоросе садово-огородного назначения не указан состав, то для электролита он не годится, т. к. может содержать различные добавки, влияющие на гальванический процесс. При приготовлении электролита в домашних условиях не следует применять сырую водопроводную воду, поскольку она содержит недопустимые при меднении соединения хлора. Перед использованием ее следует отстоять и прокипятить или же просто приобрести дистиллированную.
Состав растворов для химического меднения.
Для осуществления процесса химического меднения рекомендуется много разнообразных растворов. В целом состав раствора химического меднения обычно включает в себя:
- соль двухвалентной меди (сульфат меди);
- комплексообразователь;
- восстановитель;
- ускоряющие и стабилизирующие добавки;
- гидроксид натрия для регулирования рН.
Виды растворов меднения различают по тому, какой используется комплексообразователь: виннокислый (тартратный), трилонатный (этилендиаминтетрауксусный), лимоннокислый, глицериновый и т.д.
Наибольшее распространение получил виннокислый раствор химического меднения. Он содержит тартрат калия-натрия, который образует с ионами меди прочный комплексный анион [CuC4H4O6(OH)2]2-. Значительное распространение получили также трилонатные растворы, содержащие комплексообразователь трилон Б (ЭДТА). Остальные растворы применяются ограниченно.
Кроме формалина в качестве восстановителей в процессе химического меднения могут использоваться гипофосфит, гидразин, боргидрид, однако растворы меднения на их основе уступают растворам с формалином по выраженности автокаталитических свойств у осаждаемой меди, а также по стабильности, и, поэтому, не нашли практического применения.
Стабилизаторами в растворе могут выступать различные тиосоединения: тиосульфат натрия, тиомочевина, сульфид свинца, цистин, роданин, 2-меркаптобензотриазол, диэтилдитиокарбамат, а также цианистые соединения, роданиды, фенантролины и их производные, полисульфиды, соединения селена, ртути, некоторые окислители (в т.ч. кислород), высокомолекулярные вещества. На виннокислые растворы химического меднения стабилизирующее действие оказывают аммиак и углекислый натрий.
Выводы по литературному обзору
В производстве ПП создание проводников электрического тока на поверхности и в отверстиях диэлектрического материала осуществляется путем нанесения меди гальваническим способом.
Нанесение медного покрытия возможно в кислых и щелочных электролитах. К кислым электролитам относятся сульфатные и фторборатные электролиты. Их основные достоинства — простота состава и устойчивость в эксплуатации, но они обладают низкой рассеивающей способностью.
К щелочным электролитам относятся цианидные, пирофосфатные и этилендиаминовые электролиты. Основные достоинства: высокая рассеивающая способность, получение мелкокристаллических осадков, возможность непосредственно меднить стальные детали
Для практических целей в гальванике в основном используют сернокислые и пирофосфатные электролиты меднения.
Подготовка поверхности является неотъемлемой и весьма существенной операцией всего технологического процесса нанесения металлических покрытий. Основное требование ‒ прочность сцепления между основой и металлическим покрытием. Подготовка поверхности включает в себя механическую обработку, обезжиривание и травление. Критерием оценки качественной подготовки служит полная смачиваемость металлизируемой поверхности.
Качество и свойства электрохимических покрытий определяется структурой и равномерностью распределения металла по толщине слоя на поверхности покрываемых изделий. Способность электролита изменять первичное распределение тока называют рассеивающей способностью электролита.
Рассеивающая способность электролита (РС) — это способность электролита давать равномерные по толщине покрытия на деталях сложного профиля или способность электролита изменять первичное распределение тока.
Распределение тока и металла по поверхности катода зависит: от размера и формы электродов и ванны, расположения электродов относительно друг друга и стенок ванны; от электрохимических факторов электропроводимости электролита, характера изменения катодной поляризации и выхода по току металла с изменением плотности тока.
Для осуществления быстрого исследования и тестирования работоспособности различных электролитов, применяемых в гальваническом производстве, используется электрохимическая ячейка с угловым катодом — ячейка Хулла.